






高功率、高亮度光纤激光器使远程激光扫描(RLS)应用飞速发展。相比其他技术,RLS具有更强的灵活性和更快的加工速度,并且极大程度的缩短了大尺寸工件的加工周期。
那么,高亮度(光束参数乘积[BPP]<1.5 mm-mrad)光纤激光器是如何在远程激光扫描应用中发挥其性能优势的呢?
由于特殊的光学性能,恩耐高亮度光纤激光器能够使系统集成商实现远程加工,有效提升远程加工头在作业中的安全性。并且通过与快速定位光束的扫描头相结合,恩耐已经成功实现了对铝、铜等高导热金属,以及新型、轻质碳纤维复合材料的远程激光切割、刻蚀与焊接。
高亮度光纤激光器
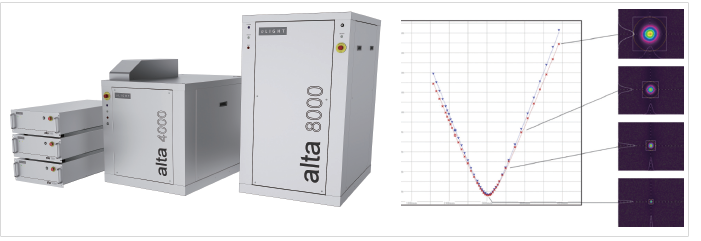
传统光纤激光器采用光纤耦合技术将多束激光输出耦合在一起,导致输出激光的亮度更低。而恩耐nLIGHT altaTM新一代光纤激光器采用了创新型架构,通过将泵浦二极管和驱动器合并在独立的泵浦模块中,增益光纤安装在可配置的增益模块中,可以输出8kW 以上的激光功率。增益模块基于新颖的主振荡器/功率放大器 (MOPA) 设计,可以实现高亮度激光输出(图 1)。此外,恩耐激光器还采用了可靠的集成式返射隔离器来保护所有模块免受返射光的影响,可以对高反材料进行满功率、不间断、稳定的加工。这两项技术创新在RLS 应用中起到了至关重要的作用。
图1:nLIGHT altaTM新一代光纤激光器的高亮度性能。
RLS 系统的设计关键在于扫描头的工作距离、焦斑尺寸以及扫描范围。使用高亮度光纤激光器的一个好处就是它能够增大工作距离和扫描范围,同时能够获得更小的焦斑尺寸,以提高焊接速度和增大焊接熔深。表中所列的两个商用RLS 扫描头产品(SCANLAB IntelliWELD 和 IntelliSCAN)展示了更高亮度激光的好处(50μm 光纤芯径)。从此例可以看出,扫描头工作距离可以增加 50% 以上,同时焦斑尺寸可以缩小14%。nLIGHT 激光器可以提供功率高达 8kW 的高亮度输出。
远程激光焊接
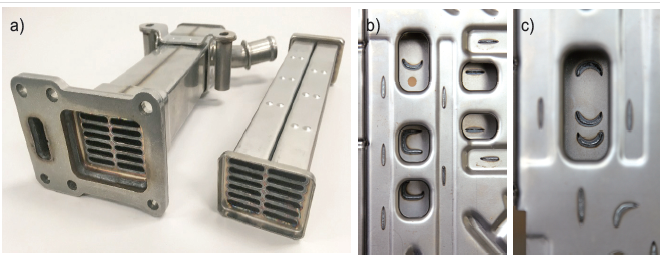
焊接解决方案的选择对于每个应用来说都是一个复杂的问题。一般来说,短焊缝数量越多,并且分布在较大的面积上(例如门、座椅结构以及汽车总成的车体部件)。相比固定光学头焊接,远程激光焊接(RLW)的优势也更大。恩耐已经有采用RLW 技术后加工周期缩短高达 50% 的案例。图 2 为部分示例,其中的焊接需求因 RLW 系统而受益。示例同时涵盖了高密度焊缝焊接、精密焊接 (a, b) 以及具有多条焊缝的大尺寸结构焊接等情况。尤其是我们从 (c) 中看到,此部件的部分焊缝从顶板一直延续到底板。这种类型的结构采用传统焊接头进行焊接并不容易实现。
图2. 汽车总成需要将一组管子的末端焊接到一个较大的结构 (a)。(b) 例所示为大型(约 30 × 60cm)汽车座椅结构,这是一个多层结构,要求在顶部进行焊接,并通过孔焊接到部件的底层 (c)。
此外,RLW 可以为焊接工艺控制提供很多先进功能,例如,如果需要使焊接点在焊接区域内进行摆动,或加工过程包含复杂的焊接形状(圆形,C形等),采用扫描方式的加工速度和精度会比使用机器人进行小幅度高速运动的效果更好。RLW 扫描头的扫描速度可以达到每分钟90至180m,而传统机器人的运动速度最大只有约 10m/min。
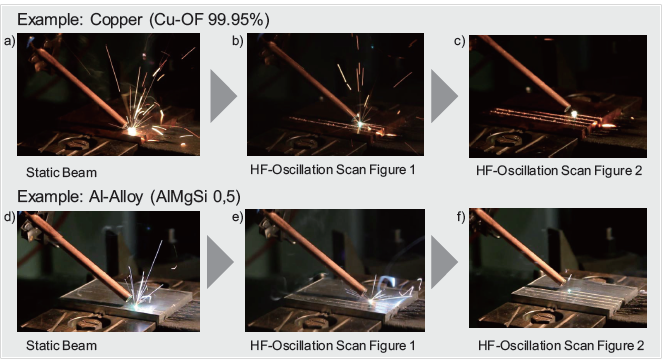
高亮度光纤激光器加工高导热材料时,最好是采用小光斑,以保持焊接小孔的稳定,但此加工方式可能会使加工过程过于剧烈,产生大量焊接飞溅。实验证明,高亮度激光器配合远程扫描头的高速定位,显著减少焊接飞溅,这是通过光束摆动确保焊接小孔稳定来实现的。图 3 表明,焊接铜、铝时,如果不使用光束摆动模式,焊接飞溅将会很严重。一旦采用高频摆动光束,焊接飞溅就会减少。此外,恩耐激光独创的抗高反技术在此应用中也不可或缺,通过安装一个保护装置,避免设备受到返射光的伤害。加工铜和铝这类高反射金属时,返射光是不可避免的,传统激光器由于对返射光的天然敏感性,可能会导致加工不稳定和破坏性自动关机,甚至报废。
图3. 无光束摆动 (a) 和有光束摆动 (b) 的纯铜焊接飞溅情况观察结果,摆动优化显示无焊接飞溅 (c)。(d-f) 所示为对铝材进行光束摆动应用的效果,焊接飞溅减少。(图:德国德累斯顿 Fraunhofer IWS 以及 SCANLAB)。
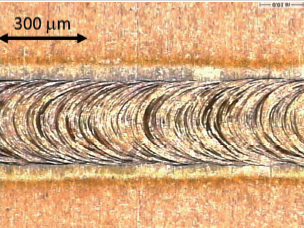
结合扫描头的高速度和激光器的高亮度,恩耐实现了以高达42m/min的速度焊接铜和铜合金,同时保证了良好的焊接质量和焊接熔深(图 4)。
图4.以高达 42m/min的速度形成的铜(99.95% 铜)焊缝。
加工碳纤维增强复合材料
光纤激光器的高亮度配合高速扫描具有明显优势的另一应用是碳纤维复合材料(CFRP) 的切割、3D 成形以及钻孔。碳纤维复合材料 - 也称为碳纤维层压材料,广泛应用于汽车轻量化,是时下更节能和安全的新一代制造材料。碳纤维复合材料是以高纯度碳纤维编织层与硬化复合材料(如环氧树脂)粘合,非常牢固坚硬。
如今,在交通工具领域,尤其是飞行器和汽车行业,都有轻量化的需求,这对减少能耗与 CO2排放等可持续发展战略都具有深远的意义。大规模制造市场(例如汽车)越来越需要快速而低成本制造工艺,包括碳纤维复合材料成型、连接和切割工艺。长纤维复合材料的机械切割工艺会使机器工具受到磨损,从而必须通过切割工具的频繁更换以保持部件的精度,增加了加工周期与制造成本。此外,机械加工通常要求用水来冷却部件,并带走碎屑,减少粉尘。在切割后,为了减轻水对部件的影响,还须经常对部件进行干燥,延长了整个制造流程工序。水射流切割的另一个挑战是需要复杂的水管路。激光技术为碳纤维复合材料加工提供了无磨损、无外力和无水的加工工艺,并且速度快、自动化程度高,轻而易举地解决了碳纤维复合材料机械切割的所有不足。
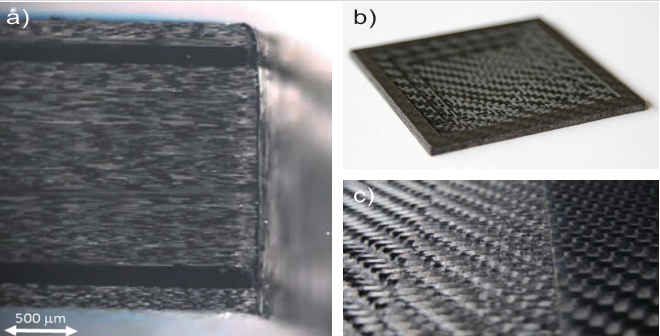
图5.单向 (UD) 碳纤维增强复合材料 (CFRP) 刻蚀,UD CFRP 切割边缘质量显示非常少的热影响区域 (a),CFRP织物刻蚀与切割实例 (b) 以及CFRP织物样本刻蚀各步放大图像 (c)。
图 5 所示为各种采用高亮度连续波(CW) 光纤激光器实现碳纤维复合材料高速加工的实例。第一个案例展示了单向 (UD) 碳纤维复合材料的刻蚀工艺,纤维方向与刻蚀方向成45°。在此案例中,采用3kW nLIGHT 光纤激光器以 15m/s的扫描速度在30×30mm的方形区域内刻蚀深度170μm。可以看到刻蚀区域的边缘很锐利,刻蚀表面并未受到热效应损伤。在这个2mm厚度的样品上,即使基体材料的刻蚀厚度达到1.1mm 时,背面温度也保持在110℃以下。这个结果是远程激光扫描系统通过结合使用小光斑激光源和高速定位与格式生成实现的。在以6m/s速度切割类似的单向碳纤维复合材料时,可以得到出色的边缘质量,几乎不会产生热影响,且无残留纤维(图 5a)。碳纤维复合材料织物(图 5b 与 5c)的切割与刻蚀也能得到同样的效果。在该案例中,样品是分步刻蚀的,其边缘也很干净,且没有受热影响的情况。
结论
新一代光纤激光器正在千瓦级材料加工领域掀起一场革命。凭借其独特的架构,nLIGHT altaTM 提供了业内最高亮度的千瓦级激光器。这样的性能结合高速扫描系统,可以实现此前难以企及的加工速度与应用。抗高反技术能实现对高反射材料的满功率、不间断焊接,同时确保获得连续、稳定的焊缝质量。将高亮度激光器与扫描系统结合用于碳纤维复合材料的切割和刻蚀可以实现高速度、高质量的加工,且热影响极小,大力推动了先进新材料加工技术的发展趋势。
致谢
nLIGHT altaTM 是 nLIGHT 的商标。
作者对 Fraunhofer IWS(德国德累斯顿)、SCANLAB AG、Blackbird Robotersysteme GmbH 以及 Laser Zentrum Hannover e.V. 表示感谢。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

