






随着绿色环保理念在全球工业生产中的贯彻以及生产成本控制方面的考虑,塑料作为一种性能优异的可再生非金属材料,被日益广泛地应用在各行业的零部件设计、制造上,传统的金属部件越来越多地被拥有同样工作性能的塑料部件替代,同时对塑料零件之间的焊接连接技术和焊接质量也提出了更高的要求,这些变化为激光焊接技术在塑料材料领域的应用提供了契机。
传统塑料焊接常用的方法
● 超声波焊接
超声波焊接法通过机械高频振动而形成接缝。待装配的部件加压夹持于振荡焊头和固定焊头之间,然后与接触面呈直角,接受频率为20~40KHz的超声振动。交替式高频应力在接缝界面处产生热量,从而形成优质的焊接。
用于这一工艺的工具十分昂贵,因此,适宜在生产量较大时采用。应用领域包括在多头机上焊接医疗器材所用的阀门和筛检程序、盒体、汽车部件、吸尘器外壳等。
● 摩擦焊接
热塑性塑料摩擦焊接(也称为“旋转焊接”)与金属焊接的原理相同。在这种焊接工艺中,将一片基材固定,另一片基材以受控的角速度旋转。当部件压合在一起时,摩擦热导致聚合物熔融,冷却后即形成焊接。摩擦焊接能产生优良的焊接质量,焊接工艺简单,重复性强,仅适合于至少有一个部件是圆形且不需要角度对齐的应用领域。
● 振动焊接
振动焊接也称为线性摩擦焊接。两件热塑性部件在适当的压力、频率和振幅下相互摩擦,直到产生足够的热量使聚合物熔融为止。振动停止后,部件彼此对齐,熔化的聚合物固化后形成焊接。
此焊接工艺主要优点在于能高速焊接大型复杂线性部件。其它强项包括:能同时焊接多个部件,焊接工具简单,几乎能焊接所有热塑性材料,主要用于汽车和家用电器行业。
● 热板焊接
对于塑料接合来说,热板焊接是最简单的批量生产技术。高温热板夹于待接缝的表面之间,直到软化为止。此时,将热板抽出,两表面在受控压力之下贴合,保持一段特定的时间后合在一起。然后,让熔融表面冷却,形成焊接。焊接工具或加热组件配有内置电热器,以避免塑料粘连于焊接工具上。
多种日常用品都采用这一焊接工艺,例如:吸尘器外壳,洗衣机和洗碗机部件、制动液油箱、后灯、指示灯等汽车部件。热板焊接法的弊端在于焊接速度较慢。
● 热气焊接
热气焊接法利用加热的气流(通常为空气)将热塑性塑料基材和热塑性塑料焊条加热和熔化。基材和焊条熔融后形成焊缝。为确保有效焊接,必须在焊条上施加适当的温度和压力,还应确保合适的焊接速度和焊枪位置。主要用途包括化学品存储容器、通风管道和汽车保险杠等注塑件维修等。氮气用于氧气敏感的材料,如聚乙烯;氧气则形成更高的焊接强度。
这一焊接方法的主要优点在于能焊接大型、复杂的部件,但是焊接速度慢,焊接质量完全依赖于焊工的技能。
● 植入焊接
在植入焊接中,首先将金属嵌件夹在待接缝的部件之间,然后通过感应或电阻方式加热。采用电阻焊接时,要求沿接缝放置电线将电流传导到植入件中;采用感应焊接时则不需要这种方式。植入焊接法已用于焊接大型部件等的复杂接缝,包括汽车保险杠、电动汽车和游艇船壳等。
塑料激光焊接
● 塑料激光焊接原理
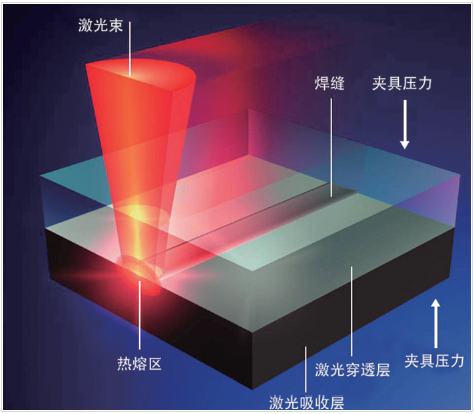
最常用的激光焊接形式被称为激光透射焊接,首先将两个待焊接塑料零部件加压力夹在一起,然后将一束短波红外区的激光定向到待粘结的部位。
图1 塑料激光焊接基本原理图
激光束通过上层透光材料,然后被下层材料吸收,激光能量被吸收后转换为热能,由于两层材料被压在一起。热能从吸收层传导到透光层上,使得两层材料熔化并结合。
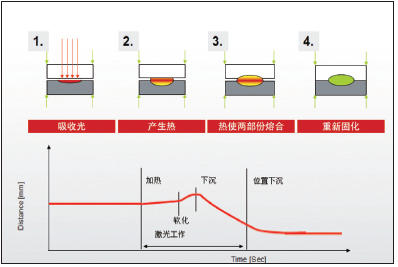
图2 塑料激光焊接过程示意图
同时由于材料本身的热膨胀扩张产生内部压力。内部压力与外部压力共同作用确保了两部分的坚固焊接。图1、图2直观地说明了塑料激光焊接的原理与过程。
● 塑料激光焊接的工艺
(1)激光的波长
塑料焊接过程中常用的是二极管激光器或半导体激光器。光束处于近红外区域,并且光束波长在400~1,100μm,可以通过光纤传输,在这个范围内的激光束可以被大多数的塑料所吸收。二极管激光焊接系统紧凑,并且激光器还可以达到更高级别的功率。激光的波长可以根据特殊要求来设计。半导体激光器的波长一般是808~980μm。半导体激光器投资成本小,体积小,效率高。
(2)塑料材料
热塑性塑料包含无定形塑料和半晶性塑料。能够被激光焊接的塑料均属于热塑性塑料。理论上,所有热塑性塑料都能够被激光焊接。塑料激光焊接技术对被焊接塑料的要求为:在热作用区内的材料,要求对激光光波的吸收性好;不属于热作用区部分的材料,则要求对光波的透过性好,尤其在对两件薄塑料件进行叠焊时更是如此。一般向热作用区塑料中添加吸收剂可以达到目的。
(3)吸收剂
吸收剂的应用是塑料激光焊接工艺中非常重要的工艺。塑料激光焊接的本质是将热作用区的待焊接塑料融化,随后冷却自然实现塑料件的接合。让塑料融化需要使塑料件吸收足够的激光能量。
通常理想的吸收剂是碳黑,碳黑能够将红外波长的激光能量基本全部吸收,从而大大提高塑料的热吸收效果,使得热作用区的材料融化得更快、效果更好。一些其他颜色的染料,也能够起到相同的吸收光波的效果。
添加吸收剂的方法有3种:一是直接向待焊接材料中渗入吸收剂,这样应该将渗过吸收剂的塑料件放在下面,而把没有渗吸收剂的塑料件放在上面,让激光光波通过;二是向塑料件待焊接的表面渗吸收剂,这样只有被渗透了吸收剂的一部分塑料将成为热作用区而被融化;三是在两块待焊接塑料件的接触处喷涂上或者印刷上吸收剂。
(4)其他参数
与金属焊接不同,塑料激光焊接需要的激光功率并不是越大越好。焊接激光功率越大,塑料件上的热作用区就越大、越深,将导致材料过热、变形、甚至损坏。应该根据需要融化的深度来选择激光功率。
塑料激光焊接的速度比较快,一般得到1mm厚焊缝的焊接速度可达20m/min;而采用高功率的CO2激光器焊接塑料薄膜,最高速度可以达到750m/min。
塑料激光焊接的应用
树脂降解少,产生碎屑少,焊接过程非接触,不会产生污染,激光焊接相比其它连接方式所产生的机械应力和热应力小,因此特别适合于鼠标、移动电话、连接器件等加工精密的电子元器件,以及需要以更清洁的方式来熔接的复杂部件,例如含有线路板的塑料制品。汽车、医疗、消费电子、食品等行业都是激光焊接的理想应用领域 。
汽车工业:激光焊接塑料技术可用于制造很多汽车零部件,如自动门锁、无钥匙进出设备、燃油喷嘴、变档机架、发动机传感器、驾驶室机架、液压油箱、过滤架、前灯和尾灯等。其它汽车方面的应用还包括进气管光歧管的制造以及辅助水泵的制造。
医学领域:激光焊接技术可用于制造液体储槽、液体过滤器材、软管连接头、造口术袋子、助听器、移植体、分析用的微流体器件等。
包装工业:例如高级工业制成品的包装,采用塑料薄膜焊接技术,可以得到加工高速、接缝可靠、外表美观的塑料包装。塑料材质外包装材料的激光焊接连接。塑料材料为热塑性塑料和人造橡胶。
电子器件产品封装:电子器件产品的封装技术对于焊接环境和工艺的要求非常严格,例如低尘埃量、低热量、无强震动,封装精度高、接缝可靠耐用、外表美观等。封装用的材料很大一部分就是塑料,因此塑料激光焊接同样有很大的应用空间。
激光焊接塑料具有低成本、无污染、高速度、加工方便、实现精密数控容易、原材料适用范围广、接合性和工艺性好等综合优势,随着塑料焊接工艺研究和塑料激光焊接设备的逐步商品化,塑料激光焊接的应用必将越来越广泛,技术越来越成熟。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

