






激光飞行焊接技术(Laser Scanner Welding,LSW)相对于传统成熟的激光焊接工艺技术是通过使用机器人控制激光进行扫描焊接的一种新型工艺。其主要优点在于焊接速度快的同时与工件无接触,可以最大限度地消除每段焊接前不断重复定位造成的非生产性时间的浪费,使得激光束在线时间最大化,生产效率得到大幅度提高。
01、激光飞行焊技术的工艺特点
激光飞行焊技术是近年来出现在国内外市场上的一种新型高效焊接技术,针对多点焊接能够极大提高生产效率。激光飞行焊接技术是通过机器人手臂的移动与激光扫描仪的高动态定位运动配合使用,将激光器中的激光束通过光钎传递到安装在机器人上的可编辑聚焦光学头(PFO)上,安装在PFO中的两片高速扫描反射镜(即“滤镜”)促使激光束按照事先编制的程序路径进行高速精确运动,通过远心透镜聚焦实现钣金件的焊接。在汽车制造业中,激光飞行焊接技术可应用于汽车座椅板、仪表相关件、车门结构件、行李箱盖以及其他特殊材质(如镀锌材质)薄板的焊接工艺中。
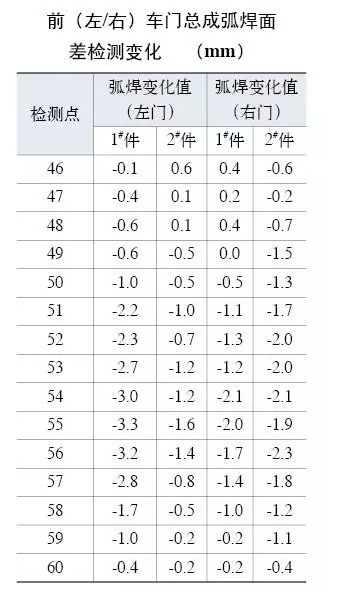
我公司某高端轿车车型在车门调试阶段,对车门窗框部位的弧焊工艺焊后变形问题花费了近半年时间攻关。弧焊后车门变形量最大达到3mm,前门窗框总成50%~70%的部位弧焊变形量超过0.7mm以上(见图1及附表),而后车门总成达到了80%~90%部位弧焊变形。在进行项目调试时需要花费较大的人力物力才把该问题控制在可接受范围。
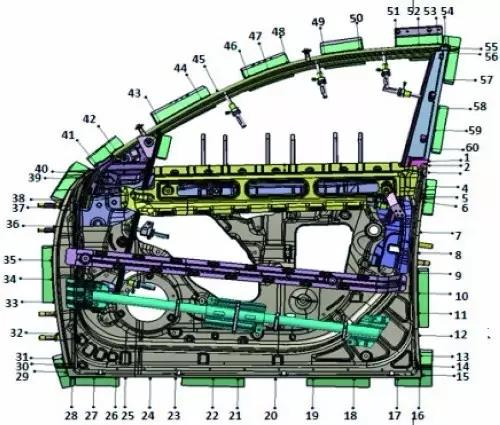
图1 车门检测点,注:1~60为车门检测点。
尤其对比激光飞行焊技术,在车门焊接时可以最大程度的减小焊接变形量,极其有利于后期总成精度的调试,尤其对门盖类精度要求以及匹配功能要求均较高的工件来说,使总成的精度得到保证。
02、激光飞行焊接原理
激光飞行焊与传统的激光焊接主要区别是激光束定位方法不一样。激光飞行焊技术通过激光束入射到扫描振镜的X,Y轴两个反射镜上,计算机控制反射镜的角度,实现激光束的任意偏转。通过负透镜的线性移动,使焦点位置在Z方向上产生一定的调节范围,通过具有一定功率密度的激光聚焦在待加工工件表面的不同位置实现焊接连接。振镜组的动态移动,使振镜镜片在扫描镜头内将激光光束快速在焊点之间切换,由于聚焦镜聚焦距离长,反射镜小角度偏转即可实现激光束在焊点(缝)之间可快速切换,其定位时间几乎为零,从而可以实现多点的快速焊接。激光飞行焊接的原理如图2所示,图3为激光飞行焊基本组成结构。
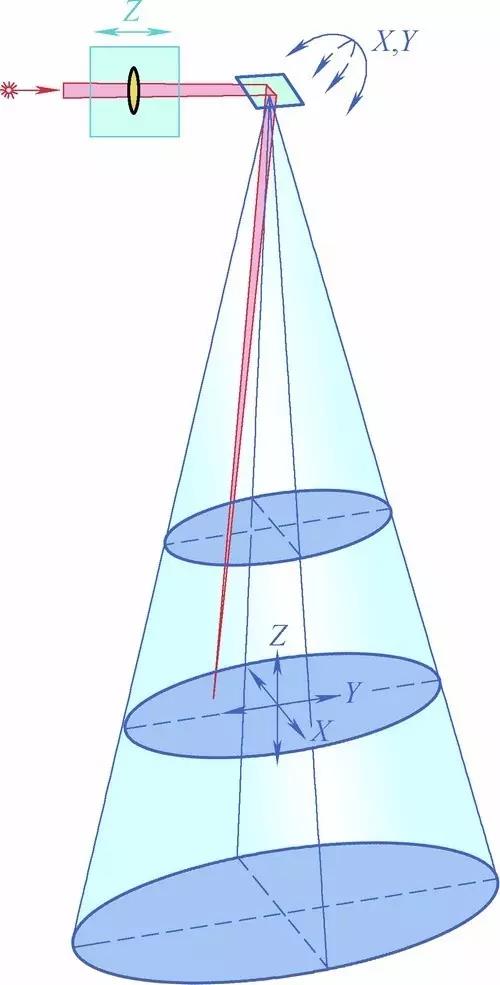
图2 激光飞行焊接原理

图3 激光飞行焊基本组成结构,1.光钎 2.PFO 3.机器人 4.激光器 5.焊接件
在采用激光飞行焊接时,通过可移动的反射镜实现对加工光束的引导;通过反射镜的角度变化引导激光束,从而产生一个加工区,在其加工区中可以高度动态、精确地实施焊接作业。加工区的大小取决于工作距离和激光束的偏转角度。加工速度和工件上的光斑直径取决于镜组的成像特性、激光束的入射角度、光束质量和材料。
通过一个辅助透镜系统的移动,焦点可以在Z轴方向以极高的动态性移动,从而无需移动激光头或者工件,就可以对三维工件进行完整的加工。
由于激光束的偏移运动速度非常快,几乎没有非生产性时间,所以激光器可以在将近100%的生产时间内进行作业。
03、激光飞行焊的优势
传统激光焊和激光飞行焊的工步如图4、图5所示。经对比可以看出,激光飞行焊实现了在线时间最大化,有效生产时间占整个工作时间的90%以上。
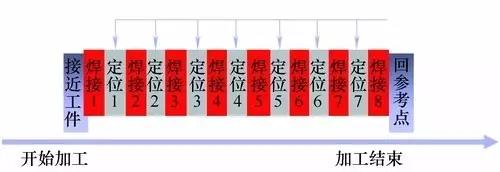
图4 传统激光焊接方式
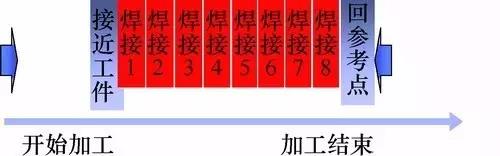
图5 激光扫描焊接方式
相对传统工艺的点焊技术来说,激光飞行焊可以自定义焊缝形式,优化焊缝焊后强度,增加了设计及工艺的灵活性,可以适用于任何焊接形式、任何焊接方向。同时可以根据工艺要求自定义焊缝分布,使得焊缝的受力最优化得以完美的实现。激光飞行焊的无接触、灵活的焊缝要求,可使得焊接搭接面更小。如图6、图7所示,传统点焊为保证焊点质量,避免出现骑边焊等焊接缺陷,在产品造型设计时要求其搭接边最小≥11mm。而在我公司一款新型车型车门设计时采用激光飞行焊技术,焊接位置的最小搭接边要求为≤6mm。从这个角度分析,采用激光飞行焊可以在一定程度上减少材料成本和降低车身重量,在保证车身制造质量的基础上最大限度的实现轻量化,亦达到节能减排的目的。
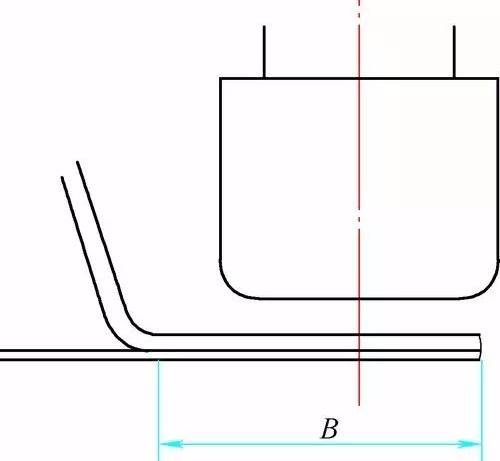
图6 点焊搭接要求,注:B搭接边≥11mm。
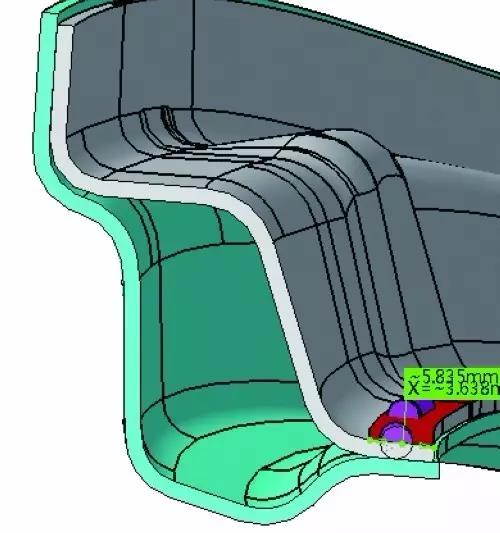
图7 激光飞行焊搭接边示意
扫描焊接系统可适用于一个工件多处焊接以及定位转换比较困难的状况。针对一些大型不易移动,或者具有复杂曲面外形的工件,可以根据事先编程的路径加工任意的图形单元,通过机械手的快速灵活定位实现高质量、高效率的焊接,焊接加工轨迹具有很大的自由性。
目前在汽车行业运用较多的碟片式光纤传导激光器拥有模块化配置,极高的二极管寿命、优化高效的谐振设计、不惧反射损坏、能量反馈控制以及优秀的光束管理等优势,保证了激光飞行焊技术的可靠性。PFO振镜和机器人实时同步其高速动态性能使得扫描速度可达每分钟700m。无接触加工过程,焦距可达0.5~1.5m,精度可以控制在0.2mm以内,加之焊接过程的稳定以及经济运行成本、更小的空间占用率等诸多优势,使得整个焊接范围更广、焊接过程更灵活。
04、结语
激光飞行焊技术通过在极短时间内的快速定位,极大地降低了生产节拍,较小的热输入量保证总成焊后产生的变形小,更有利于产品质量的提升。由于其通过机器人手臂与激光扫描仪紧密配合使用,保证在焊接过程中与工件零接触,焊缝位置可实现灵活多变化及大型零件、复杂曲面的快速多点焊接。这样不仅减少了焊接设备的过多投入及使用场地的占用,降低单台生产成本,而且焊接整体效果稳定。
基于上述优势,激光飞行焊技术除了可应用于行李箱盖、车门、座椅板、仪表盘支持件、座椅调整件和座椅架等白车身件上的焊接外,还可在铝合金、镀锌薄板以及电池、塑料等的焊接上得到广泛应用。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

