




薄型碟片激光器和光纤激光器等高功率及高光束质量的固态激光器,如今已不断促进了激光焊接在制造业中的普及。近来,得益于一种被称为“多波长光束组合”的光束组合方法,千瓦级直接调制半导体激光器已实现商用,其光束质量可媲美薄型碟片激光器或光纤激光器。这一方法在功率定标时仍可维持高光束质量,不会出现质量下降。这些固体激光器正被用于取代CO2 激光器,成为远程激光焊接领域的主力军。
远程激光焊接(RLW)具备长焦距的特点,且激光光斑通常可依靠一组扫描振镜,在工件上实现快速移动。据称,扫描振镜的重量超过30公斤,必需搭配使用一款重载机器人。本文将报道一种新开发的、配备了用于远程激光焊接的紧凑型激光焊接头的激光加工机器人集成系统解决方案(LAPRISS),并将展示其多种应用。
LAPRISS技术
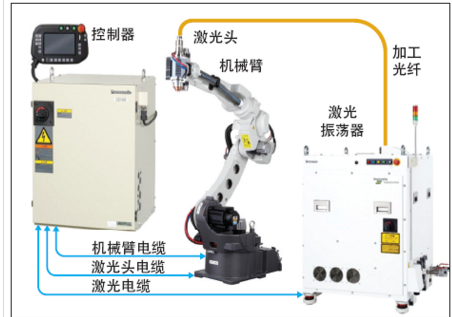
图1显示了这一LAPRISS系统的主要组件及其连接,包括采用多波长光束组合技术实现定标的4kW直接半导体激光器,以及一种新设计的、可直接安装在机器人操作臂上的开孔式激光焊接头。机器人的运动和激光在工件上的振荡,包括其能量和激光辐照模式,均由机器人控制器进行控制。
图1:LAPRISS 系统的主要组件及其连接
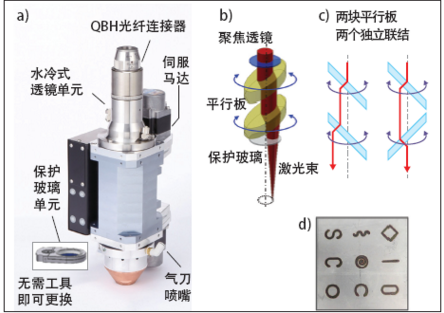
在激光焊接头上,两块平行光学板分别由两台伺服电机独立驱动,以改变光学路径并在工件上形成不同类型的激光辐照模式(图2)。激光焊接头设计重量小于5 公斤,可以由轻型机器人承载。
图2 所示:激光焊头(a)、其光学器件(b)、光束路径(c),以及在工件上形成的典型辐照模式(d)
根据图2d所示的典型激光辐照模式,可以很容易想到,LAPRISS技术能够利用圆弧或线形焊缝取代电阻点焊或电弧焊工艺。在远程激光焊接的众多优点中,LAPRISS在取代电阻点焊时可以缩减焊接时间,并提高金属薄板焊接中的间隙公差。
缩减焊接时间
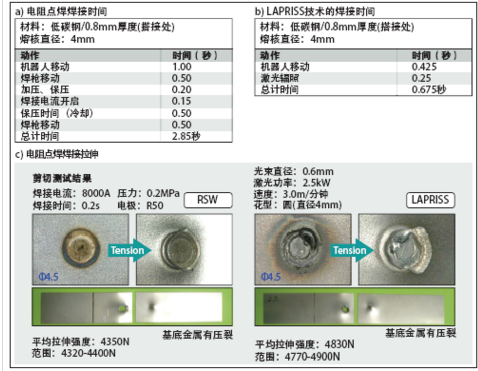
分别采用电阻点焊及LAPRISS技术,对0.8毫米厚低碳钢的焊接时间进行了评估,电阻点焊的熔核直径以及LAPRISS的圆直径均设置为4毫米。图3显示了每种焊接耗费的时间及其拉伸剪切的试验结果,电阻点焊与LAPRISS工艺的平均焊接时间分别为2.85秒与0.675秒,可以看出,LAPRISS的焊接时间仅为电阻点焊的四分之一。
图3 :电阻点焊与LAPRISS搭接焊缝的焊接时间(a、b)及其拉伸剪切(c)测试结果对比
例如,假设车身上的焊接点总数为3,500 – 7,000个,总焊接时间可从10,000 - 20,000秒缩减到2,400 - 4,800秒。电阻点焊与LAPRISS技术在拉伸抗剪强度上并无明显的差异,试件的接缝断裂均发生在热影响区(HAZ)附近的基底金属上。
提高焊接间隙容差
在汽车制造业等薄板应用中采用激光焊接技术时,许多零部件是通过剪切或冲压制造的。因此,提高间隙公差就变得非常重要,特别是当焊接高强度钢质零部件时,更是如此,这是因为它们在冲压过程中会发生较大的回弹。
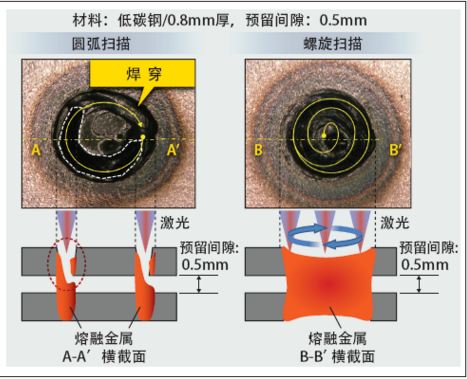
补偿较大焊接间隙公差的方法之一,是采用螺旋型激光束扫描方式,即从工件上的某个点开始,沿圆弧形路径扫描,圆弧直径逐渐加大。在螺旋扫描焊接中,机器人在完成一次焊接后即在某点停止,然后移动到另一个点。
图4:圆弧焊接与螺旋扫描焊接的接缝对比
图4显示了圆弧扫描与螺旋扫描焊接的结果。在采用圆弧扫描的情况下,由于熔融金属不足而发生了焊穿现象。最大间隙公差仅为0.3毫米。另一方面,螺旋扫描焊接的最大间隙公差可达0.5毫米。因此,螺旋扫描焊接取代电阻点焊十分有益,它可使焊接时间缩减25%。
旋转扫描焊接
旋转扫描方法涉及到用一束激光对工件进行辐照,然后按照与机器人运动相同的直径扫描出一个圆弧。工件上的激光辐照轨迹类似于在平面上的投影。熔池大小是由扫描圆弧直径决定的。通过改变这一圆弧的大小,可以获得各种不同宽度的焊缝。
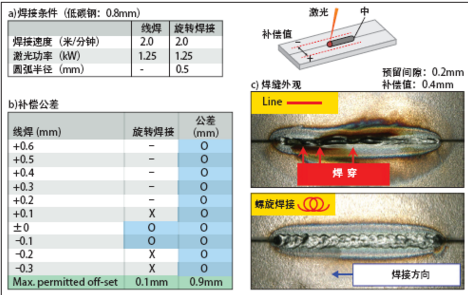
图5:采用传统激光焊接(线性焊接)与旋转扫描焊接的接缝如图所示。
根据0.8毫米厚的低碳钢试件的对接焊缝,对旋转扫描焊接工艺进行了评估。工件上的激光光斑设置于两个板件的接触面,或垂直于焊接方向设置0.2毫米的偏移。
图5显示了焊接条件和测试结果。当预留间隙为0mm时,采用传统激光焊接(线性焊接)允许的偏移值仅为0.2毫米,而采用旋转扫描焊接则可增加到0.5毫米。当预留间隙值增加到0.2毫米时,采用旋转扫描焊接允许的偏移值可达0.9毫米,为传统激光焊接(0.1毫米)的近9倍。因此,以旋转扫描焊接取代电弧焊颇具价值,并且焊接速度可提高2 到3 倍。
潜在应用前景
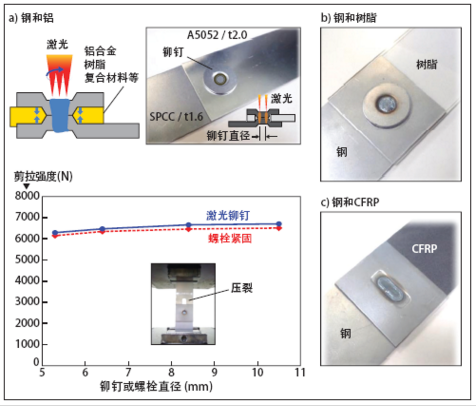
除了金属薄板焊接,LAPRISS 技术还可以在汽车行业等应用中用于异质材料的焊接,以实现轻量级的结构设计。一种激光铆接工艺被提出,用于取代传统的热连接工艺,但其中存在的最主要问题是不同合金元素的金属间化合物相的形成。
图6:激光铆接工艺可将钢材与铝、树脂、CFRP(碳纤维增强塑料)相连接。
图6展示了激光铆接原理,以及一个钢材与铝连接的示例,对于传统的热连接工艺,这通常被认为是极为困难甚至不可能实现的。这种激光铆接工艺也可用于将钢材与树脂、碳纤维增强塑料(CFRP)等其它非金属材料相连接。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

