




在过去几十年里,Nd:YAG脉冲激光器一直是材料加工的主力军,其中相当一部分机器的使用时间甚至已经超过30年。其中,波长为1070 nm的脉冲激光器应用最为广泛,比如医疗器械、航空、电子等等。尽管如此,在某些方面,这种激光器仍有待改进,比如峰值功率高,但平均功率低,电效率不高,功率提升时光束质量不稳定,聚焦光斑尺寸近似高斯光束,在获得稳定输出之前需要几轮脉冲预热等等。然而,纵有种种不尽如人意,这种激光器还是在相当长一段时间里发挥着重要的作用。在航空领域,Nd:YAG脉冲激光器更是占据着主导地位,广泛用于各种器件的冷却孔加工。
为何选择光纤激光器
2009年初,从事材料加工行业的人开始将目光投向那些能够提供高峰值功率的脉冲激光器,以及具有较高功率水平的连续激光器,这类激光器峰值功率一般可达到3 kW,平均功率300 W。技术的飞跃催生出更高的峰值功率及平均功率。如今,峰值功率高达20 kW,平均功率2 kW,以及超高功率连续激光器已经问世。功率的不断更新换代,将光纤激光器推上了航空器件加工的舞台。
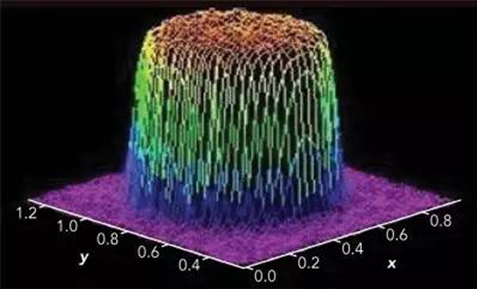
相较于传统的Nd:YAG激光器,光纤激光器在电光转换效率及光束亮度(单模或低位操作)方面均有显著的改善,且无需预热,功率改变时,无论是平顶模式(如图1所示),还是高斯模式,光斑直径始终保持稳定如一,同时,脉冲频率更高,参数的实时调节性能也更强。由于光纤激光器利用的是单个发射器激发,所以在可靠性、功率稳定性及灵活性方面较闪光灯泵浦激光器而言,有了质的飞跃。
图1:平顶模式
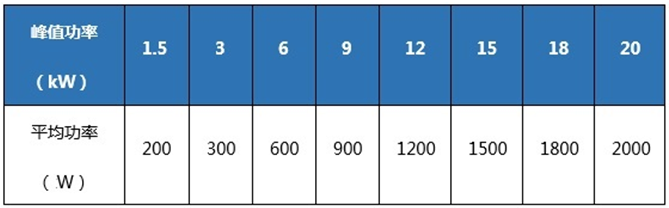
鉴于光纤激光器的应用方式灵活多样,不仅可以作为新机安装,也可以对现有生产线进行升级,所以正在占据越来越多的市场份额。之前所有使用Nd:YAG激光器的生产系统都能转换为光纤激光器。随着市场需求的发展,现在已有峰值功率达到20 kW高功率光纤激光器可供选择(见下表)。
上述峰值功率及平均功率已经可以覆盖从微加工到大型加工,
从微钻孔到大型钻孔,薄厚板材切割,深雕等多种应用需求。
航空领域的钻孔需求
航空领域无疑是又一个因光纤激光器而获益匪浅的行业。在现在航空业中,一个涡轮引擎可能会有多达数百万计个孔,这些孔主要用于帮助器件在运转过程中及时散热。孔的厚度、角度、直径、形状各不相同。在航空领域钻孔应用中,新型光纤激光器是一种更快,更灵活、更稳定,也更具成本优势的选择。
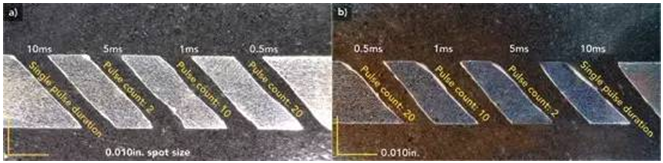
生产航空器件冷却孔主要有两种方式:一种是利用多重脉冲,依据所需孔径形成钻孔(脉冲钻孔);另一种是利用小光斑,在圆形范围内移动光束形成钻孔(套孔)。总的来说,套孔速度慢,但形状更完美。在某些应用中,只能选择套孔,这些孔通常直径为0.015–0.030 in(如图2所示)。
图2:脉冲钻孔,左侧孔径为0.010 in,右侧孔径为0.030 in
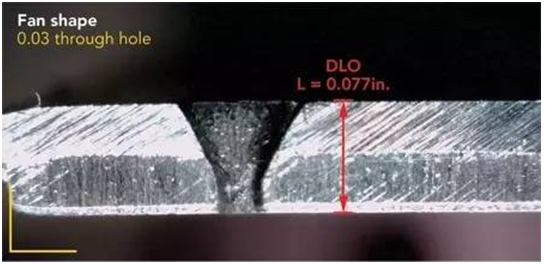
航空领域还有一个特殊的钻孔需求,就是连接限流孔的扇形孔(如图3所示)。这些扇形孔是冷却空气的出口,目的是将同等流量的空气分流至更大的范围,以达到更好的冷却效果。目前,生产扇形孔的工艺主要有以下几种:第一种是小光斑调Q激光器+扫描仪。扫描仪用于扫描限流孔出口处的形态。使用这种方法加工扇形孔,需要两台机器分头操作;第二种方法是缩小光斑尺寸创造锥度,然后利用CNC套形,但是这种方法比搭载扫描仪的“二步法”慢得多;第三种方法是利用EDM钻孔技术,在形成限流孔后再增加一个扇形孔。有一点很重要,就是在钻扇形孔时,需要避免热障涂层的剥离,而现在绝大多数器件上都有热障涂层。
图3:连接限流孔的A .030 in扇形孔
光纤激光器在航空领域钻孔应用
与Nd:YAG脉冲激光器相比,光纤激光器的优势显而易见。首先,光纤激光器的泵浦源是二极管而非闪光灯,所以能够形成完美的方波;其次,采用闪光灯泵浦的Nd:YAG激光器升降较慢,所以总有一部分激光能量低于目标区域的蒸发阈值,这部分能量会使材料熔化,导致热障涂层剥离。要达到重铸层的规格要求,脉冲周期必须小于1 ms。在这一点上,光纤激光器拥有绝对优势,因为它能够产生方波波形,所以使用10 ms脉冲就能满足航空器件对于重铸层和裂化的规格要求。
我们用燃烧室来举例说明。使用脉冲钻孔时,燃烧室会在钻孔的过程中同步旋转数圈,在这种情况下,钻透需要5个脉冲,另外再用2个脉冲形成扇形孔。通常这种激光器最大的重复频率是10 脉冲/秒。而光纤激光器用1个长脉冲就能形成扇形孔,如果采用与Nd:YAG激光器相同的脉冲周期和脉冲能量,则速度可以达到原来的10倍。无论是单个或两个长脉冲,还是多重脉冲,都能获得相同的钻孔质量。另外,光纤激光器还能调节钻透时与钻透后的脉冲周期,而不是一直使用多重脉冲,这样有利于避免损坏本体。
光纤激光器的特点是可以以平顶模式输出,而Nd:YAG激光器则为近似高斯模式。所以,得益于平顶模式,前者全部能量均超过蒸发阈值,而后者则有相当一部分在阈值之下。研究显示,在相同条件下达到相同钻孔效果,光纤激光器所需耗费的能量更少,究其原因,就是方波+平顶模式。也正是因为这个特性,光纤激光器在钻孔时效率更高,热损伤更少。热损伤少了,涂层剥离及重铸层均会随之改善。
Nd:YAG激光器之所以曾经备受关注,其原因之一就是独特的光束发散属性,其光斑尺寸能随着功率的升高或降低改变,只要经过重新调焦,就能达到所需孔径。有的Nd:YAG激光器集成了内调焦望远镜,用于改变光束的发散角,但是这种调整需要操作人员具有极高的专业度,耗时,还要有正确的参数,所以很多人不看好这种方法。在这一点上,光纤激光器正好相反,因为其聚焦形状为完美的圆形,所以在功率升高或降低时均不会发生改变,而且,如果在系统中置入一个可缩放的望远镜,就能够在飞行钻孔时直接改变聚焦光斑的大小。范围通常为3-1。
光纤激光器的灵活性远在Nd:YAG激光器之上,这主要是由于前者的高应答二极管能够在飞行钻孔时改变脉冲周期和功率大小,使操作人员能够利用不同的功率大小及脉冲周期,创建所需的脉冲序列。比如,在开始钻孔时用低功率、短脉冲,然后根据特定的钻孔需求,按照序列提高功率和脉冲。由于光纤激光器能够在提供千瓦级高峰值功率的同时,调整光斑尺寸及脉冲周期(低至10 μs),所以只用一台机器就够了。
使用套孔技术时,光纤激光器的加工速度能达到灯泵浦Nd:YAG脉冲激光器的10倍。不仅如此,飞行钻孔时,光纤激光器还能转换为功率高达2 kW的连续输出,实现高速切割。对于某些燃烧室设计而言,这一数据还能进一步提升。综上所述,脉冲光纤激光器是切割较厚板材以及高速钻孔应用的理想选择。
光纤激光器与生产系统
光纤激光器的另一个显著优势就是易于与现有机器或是机器人系统整合。光纤激光器的能量传输是通过光缆实现的,所以无论是现有系统升级,还是全新安装,都很容易。连接光纤激光器的工业机器人能够通过编程实现精准控制,这样人们就可以建立一种新的钻孔系统,用较少的资本投入,获得机器人系统的高度灵活性。此外,将机器人与六轴系统相结合,也能满足航空器件工业钻孔对精确度的需求。直到今天,一些大型企业仍在不断深入研究,包括多轴机器及机器人系统的开发,现有生产线的升级等等。
长脉冲光纤激光器能够显著改善冷却孔的参数,因此获得了航空领域的广泛关注。使用光纤激光器钻孔,速度更快,质量更高,孔的性状更统一,操作成本更低,还能形成一些过去无法形成的几何形状或效果。引擎生产商已经充分意识到长脉冲光纤激光器的种种优势,并将其引入不同引擎器件的生产系统中,而这种需求也必将推动着光纤激光工艺进一步发展。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

