





当前,汽车行业的驱动因素之一是如何在不增加成本或对性能、质量和安全性等造成损害或影响的情况下制造出更轻量化的汽车。对于座椅结构来说,这主要包括使用更薄,强度更高的钢材,近年来混合型材料结构也得到了广泛的研究。这一点同样适用于仅金属类的混合结构以及金属/塑料复合材料所打造的部件结构。
这些混合材料结构的使用会带来许多不同的挑战,最明显的是如何将具有不同化学、机械和热性质的构成材料焊接在一起。目前用于焊接塑料和金属材质的最传统的技术是粘合剂粘合、机械焊接、包覆成型或这些工艺的组合,此类手段都涉及大量的组装操作,以及会产生设计上的限制。
如今,在越来越多的工业应用中,激光器已经被视作为一种用于直接将塑料/复合材料与金属进行焊接的替代型解决方案。该方法不需要额外的液体/固体粘合剂或组装元件,并且与机械接头和复杂且昂贵的模具相比,激光器提供了很高的工艺灵活性。为了评估这种新型激光技术的可能性,德国FaureciaAutomotiveSeating公司与欧共体共同资助了一个名为PMjoin的项目。
激光工艺步骤
这种直接、非接触式的激光工艺手段包括两个步骤。首先,通过在该区域扫描激光并局部烧蚀材料,在金属表面上形成带槽的微观结构。凹槽可以小到几微米宽,而通过在同一区域上多次扫描激光可以改变深度。图1示出了两种不同的凹槽几何形状:顶部是使用连续波(CW)单模光纤激光器打造的样式,其特征是顶部带有小的重铸结构的不规则横截面凹槽,而底部是采用一款纳秒脉冲激光器打造的样式,特征是在顶部具有大的重铸结构的规则凹槽形状。
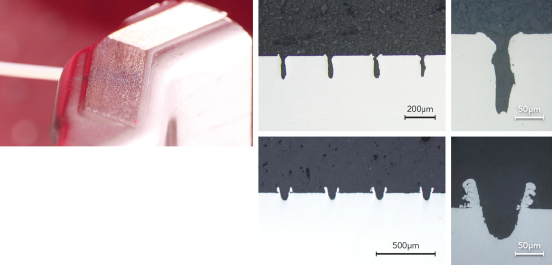
图1:用连续波激光器(中排位置)和纳秒脉冲激光器(底排)打造的结构化表面(顶部)的细节。
在该方法的第二个步骤中,将塑料与结构化金属重叠配置并加热至熔融温度。针对对激光波长透明的塑料,激光束可以从塑料侧端施加—激光能量通过塑料被传输到接合界面上,在该界面处的能量被金属吸收。金属逐渐升温,且塑料的低导热性确保了局部热点,使塑料熔化。
对于对激光波长不透明的塑料来说(包括大多数汽车结构塑料/复合材料),必须通过导电加热金属的方式从金属侧端进行加热。当在界面处局部产生足够的热量时,塑料便会熔化。在这两种情况下,良好的温度控制对于避免塑料过热(导致出现毛孔)或燃烧都是至关重要的。
虽然导电加热解决方案无法发挥节能效用,但它与创建出稳定接头的透射加热解决方案一样有效。在这项工艺中,使用连续波直接二极管激光器从金属侧端进行导电加热。在导电加热和透射加热的工艺中,必须施加压力以确保热量有效地传导到塑料中。一旦塑料达到熔融温度,便受压流入微结构中,当冷却时,将其自身固定在金属结构中,从而形成机械联锁。
汽车座椅设计理念
作为PMjoin项目的一部分,Faurecia公司设计了一种以其通用的钢制座椅结构(图2)为模型的概念座椅靠背结构,其中座椅靠背的两个高强度钢侧梁由PAGF30复合材料替代。靠背的上,下横梁和斜倚组件,以及座垫和调节导轨结构则保持不变。
在第一部分,首先研究了微结构参数对接头机械性能的影响。为此,布置了一套试验设计,以生产出具有各种凹槽图案的简单试件,然后对样件开展拉伸剪切、拉力和剥离试验。研究的参数包括重复(激光)运行次数、结构密度(凹槽之间的间距)、凹槽相对于材料表面的角度、凹槽结构相对于载荷方向的定向、激光类型,以及激光功率。例如,可以使用简单的凹槽几何形状来实现17N/mm2的剪切强度值,这一剪切强度值是粗糙(喷砂)处理的表面所实现的值的2倍以上,并且是未经处理的金属表面值的4倍。
如前所述,研究发现,使用不同(结构化)的激光器可以实现不同的凹槽几何形状。凹槽形状的不规则性和突出材料表面的重铸层的尺寸(和形状)有助于将塑料锚定在接头中。
在研究的第二步中,小规模试验的结果被转移到概念座椅靠背结构上。每个焊接点的机械负荷,即上下横梁组件和复合侧梁构件之间的焊接,以及钢斜倚组件和复合侧梁构件之间的焊接是通过对一款具有代表性的钢结构进行有限元(FE)分析后确定的。基于小规模试验的结果,在每个接合点确定了经FE计算的荷载传递所需的接合面积。
由于使用了先前一个项目中的复合侧梁构件,在焊接点处需要略微重新设计,以确保采用了新的基于激光的技术能够获得足够的焊接面积。此外,还设计和制造了新的钢支架以将现有的斜倚组件与复合侧梁构件焊接起来。同时,也一并设计了适合的定位和夹紧夹具。
测试结果
使用在小规模试验中确定的参数制作了一小部分概念座椅靠背结构,并进行了准静态前冲击和后冲击试验,以及动态前冲击试验。两种测试类型都有助于了解结构中的失效是如何展现的,动态冲击试验显示了现实生活究竟发生了什么。虽然后者只给出了一个合格或不合格的报告,准静态冲击试验还返回了一个定量的结果—也就是说,该结构究竟在什么扭矩或力量状态下会失效。
尽管作为首个测试结果来说还是较为积极的,但观察到的失效模式也表明设计的概念仍然过于僵化。此外,将钢制和复合材料部件重新设计后,以最大化其对座椅背结构性能的效用,从而实现更先进的设计的潜力仍有待探索。无论如何,这种混合结构通过了动态冲击试验。

图2:一般的汽车座椅结构。
这个概念研究清楚地显示出使用激光器将塑料直接与金属焊接是替代粘合剂粘合、机械焊接或包覆成型等传统手段的理想解决方案。基于此结果,半结构式的混合组件现在便可以高效地利用这种激光焊接技术了。
然而,在用于结构混合组件的大批量生产前,仍然还有一段路要走。这至少需要另外一种设计迭代,以最大限度地发挥两种材料和结构的机械强度工艺的潜力,以及对湿度和温度等长期变量对性能产生的影响进行评估。此外,还可以考虑其它用于传导加热的替代型技术。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

