






走进现代化生产车间,你会看见一台台激光器正无间断成批生产零部件的工业繁荣景象。作为制造行业的新晋技术,激光制造近年来已迅速蹿升为薄钣切割与焊接的主流制造技术,人们甚至寄望未来将激光技术投入到大批量的生产中。
凭借着在可靠性、成本和生产效率等方面的显著优势,激光技术不仅被冠以现代制造的中流砥柱的称号,它也颠覆了传统的制造模式,令“不可能”成为现实。增材制造、自动化机器人以及远程切割和焊接就是十分典型的应用案例。
下面就让我们共同回顾一下工业激光的发展史,以及它是如何奠定如今的行业地位的。
从二氧化碳激光器到二极管激光器
20世纪60年代初期,二氧化碳激光器开始进入人们的视野。当时,二氧化碳激光器主要应用于工业切割和焊接领域,不过碍于采购成本、运营和维护等问题导致它并没有得到广泛使用。另一方面,技术人员得不到专业化的培训也是它没有普及的原因。
随着二氧化碳激光器功率持续增高,到20世纪80年代,他们成为工业领域中应用广泛的高功率激光器。尽管如此,大量损耗气体所带来的高昂成本依然为二氧化碳激光器的生存带来挑战。为了保持设备的稳定运行,替换鼓风机、电极、真空泵以及镜面清洁与校准等维护工作的成本是十分昂贵的。
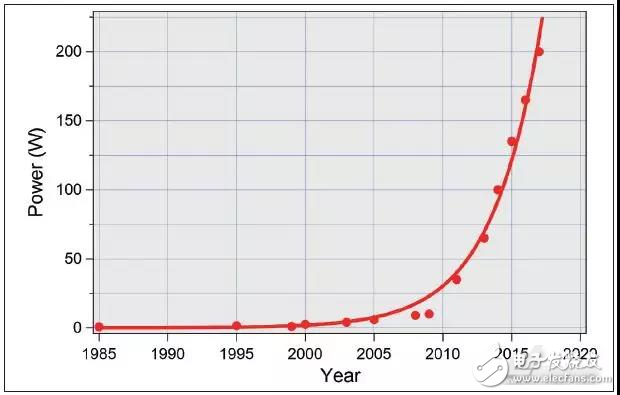
图1:由多家制造商提供的纤芯105μm,波长915nm光纤耦合二极管激光器的功率与时间的对比图。从图中可看出激光器的输出功率随时间的推进不断提升。曲线中两个最高的数据点分别对应了恩耐泵浦二极管与恩耐近期展示的315W泵浦二极管(该款产品的输出功率提升了近60%)。
Nd:YAG固体激光器在20世纪90年代正式登上工业舞台。取代了镜面反射传输,固体激光器可通过柔性光纤光缆传输激光,从而更易与机器人进行集成。与二氧化碳激光器相比,固体激光器无需损耗气体也能获得与前者相同的生产效率和出色的光束质量,不过它也需要高标准的常规维护。
功率的提升扩大了激光器的应用领域,尤其是在工业焊接方面;同时也正因为功率的提升,固体激光器的光束质量与其他性能因增益介质的热效应影响发生了退化。最终,Nd:YAG固体激光器被半导体激光器所取代。
二极管激光器的电光转换效率高,输出波长吸收也更为充分。然而二极管泵浦固体激光器(DPSS)的光束质量和最大功率却受到增益介质散热问题的制约,同时还要面临污染、标准校准和维护等问题。
20世纪末期,受益于多项光学技术的突破,光纤通信为激光技术带来了重大改进。二极管泵浦的光纤放大器凭借出色稳定的光束质量、高效性、易散热性以及不受污染、环境或光功率等级影响的无校准密闭光路,成为光纤通信取得成功的关键因素。由于激光是从光纤中产出,其光纤耦合的效率也很高。人们对电信的投资无疑推动了二极管激光器的生存和功率增长,但由于通信光纤放大器的普遍功率保持在1瓦以下,所以并不适合于大多数的工业应用。
光纤激光器和碟片激光器崛起
到了21世纪,二极管激光器的功率和性能继续得到提升。图1为波长915nm的二极管激光器耦合进105μm光纤的功率,从图中我们可以看到输出功率在最近几年有明显提高。恩耐作为高功率半导体激光器和光纤激光器的专业供应商,已经在期刊上刊登了315W105μm光纤耦合半导体激光器的介绍。
半导体激光器在光纤、光纤加工方式和光纤相关器件方面的优势已经被成功应用到光纤激光器中,如此一来光纤激光器的功率不仅得到了提升,它在金属焊接、切割等领域也开始广泛应用。从图2中我们可以看到在2004年光纤激光器的输出功率首次达到1千瓦,而2013年更是突破性地达到100千瓦。十余年的时间,光纤激光器当之无愧地成为激光行业发展最快的产品,并且正在取代其他类型的激光和非激光技术,如电弧焊接、等离子切割等。
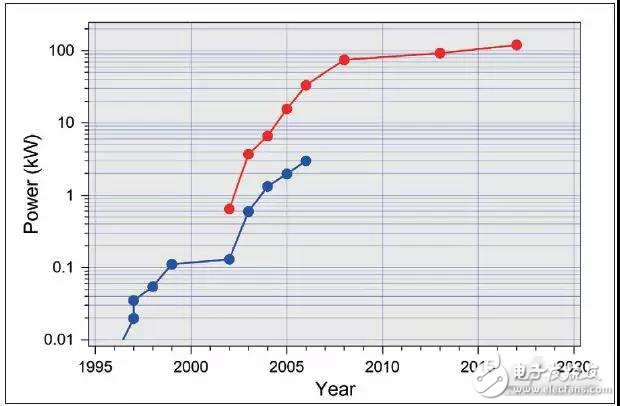
图2:图为光纤激光器输出功率与时间的对比图,数据出自激光器制造商与研究实验室。图中蓝点表示单模光纤激光器(最佳光束质量与最高亮度),红点表示多模光纤激光器(光束质量较低)。
同样得益于二极管泵浦激光器的发展,碟片激光器却采用了截然不同的散热方式。它不是以光纤作为增益介质,而是将其转化为一张薄碟片,从而使输出功率扩展到千瓦级。不过,与光纤激光器相比,碟片激光器无论是在生产效率还是光束质量上都没有优势,且其光路也需要更多空间。

表1:不同激光器的对比总结[5-8]
二极管激光器在功率提升后已然能够满足部分工业需要。未来碟片激光器、直接半导体激光器和光纤激光器的功率仍将越来越高。凭借更小的光斑尺寸和更高的光功率密度,光纤激光器和碟片激光器仍会拥有最高的亮度。凭借这一点它们也将成为工业应用中最受欢迎的激光器产品。
不同激光器的应用与技术对比
激光技术的发展改变了制造业的格局,如今的制造商面临着来自生产效率、精度和价格的压力,这些压力正推动制造业往更加自动化的方向发展。换句话说,激光器将更加适用于制造业,也更为制造业所需要。目前在工业加工领域使用最为广泛的激光器主要包含光纤激光器、二氧化碳激光器、半导体激光器和碟片激光器。
金属切割是激光器如今最常见的应用领域。自21世纪初以来,光纤激光器已在整个行业占据中心且绝对主导的地位。其快速的切割速度和低维护与运营成本使元器件成本降低。光纤激光器所拥有的高亮度与高光束质量的优势,使其比半导体激光器、碟片激光器或二氧化碳激光器更加快速地切割薄钣。尽管二氧化碳激光器也能切割出拥有出色端面质量的厚钣,但是这一优势很快就被光纤激光器和碟片激光器所代替和超越。
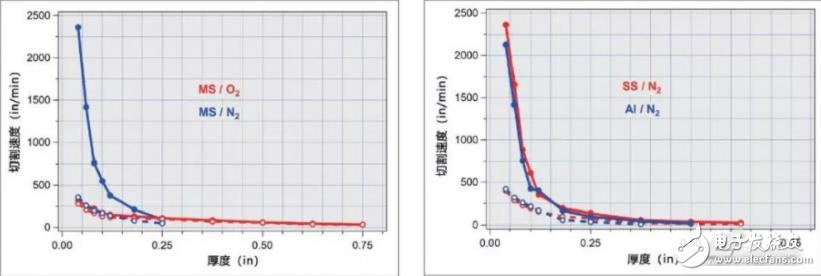
图3:左图为4千瓦光纤激光器切割碳钢的速度与厚度对比,以实心圆点与实线表示;右图为4千瓦二氧化碳激光器切割不锈钢和铝材的速度与厚度对比,以空心圆点与虚线表示。MS代表碳钢,SS代表不锈钢,Al代表铝。
图3为4千瓦光纤激光器和二氧化碳激光器的切割速度对比。其中以下几点值得强调:
◆光纤激光器切割所有样品都比二氧化碳激光器更快。
◆使用氧气切割碳钢的速度比使用氮气慢10%左右,而氮气在切割所有金属时都有良好的表现(在切割薄钣时,氮气的切割速度可达到氧气的6倍)。
◆使用氧气可增加切割碳钢的厚度。
光纤激光器出色的光传输、光束质量、成本优势和广泛的适用范围,使得它成功替代了电子束系统和二氧化碳激光器进入高能量密度焊接领域并占据了优势地位。
二氧化碳激光器无法加工高反金属的原因,是其输出波长(10μm)无法很好地与材料匹配。而光纤激光器的波长为1μm,材料对该波段有较高的光吸收性,但光纤激光器还是会受到部分反射光的损害,这一缺点限制了光纤激光器处理铜或其他高反材料的能力。恩耐的光纤激光器拥有真正独到的抗高反技术,已广泛应用于铜、金、黄铜、银和铝材的焊接和切割中[9]。电动汽车的锂电池制造是光纤激光器的另一大应用领域,光纤激光器的进入不仅为锂电池制造行业带来了成本节省,也提高了其设计灵活性和更稳定的产品质量。
对于加热、熔覆、硬焊等无需极高光束亮度的应用领域,半导体激光器成为了它们的理想选择。如果使用光纤激光器和碟片激光器,更大光纤发出的光束或者光束整形光学器件将导致高亮度光束的分解。尽管这使得这些光源的适用性更强,但对前文提到的应用领域来说,半导体激光器(直接从二极管条或光纤传输)的适用程度要更高。
金属3D打印,也称为增材制造,其主要制造工具为粉末堆积工具。工具制造商们如今正在寻求更好的光束质量、更精确的功率控制和更快的调制速度,以实现更完美的材料特性与更好的表面光滑度。目前唯一可以在增材制造中实现以上几点要求的只有光纤激光器。光纤激光器和半导体管激光器也可适用于送粉式增材制造,被称为激光沉积技术。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

