






如今,消费者对尾灯外观设计和整体造型的审美要求越来越高,要打造有漂亮外观的尾灯,对制造过程中的焊接环节提出了挑战。
1车灯焊接界的潜力股——塑料激光焊接
热板焊接是塑料焊接技术中发展较早、工艺最为简单的一种焊接技术。随着技术的发展,目前,在车灯制造中使用最多的焊接方式是振动摩擦焊接和超声波焊接。除此之外还有受到越来越多关注的激光焊接技术。
从表1中几种焊接技术的对比不难看出,塑料激光焊接有着焊缝美观、焊接灵活、强度高等特点,已然成为车灯焊接技术中的“潜力股”。
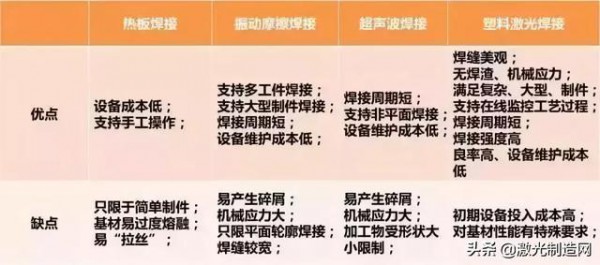
表1 不同焊接工艺对比

随着激光技术的发展,设备成本的下降,激光焊接正在成为车灯焊接的主流工艺。那么,塑料对激光焊接的适应性如何呢?
2有些塑料不改造并不适合激光焊接
激光焊接是利用高能量密度的激光束作为热源的一种焊接方法,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,使工件熔化,形成特定的熔池。因此,激光光束的能量必须被塑料吸收,才能达到良好焊接效果(如图1所示)。
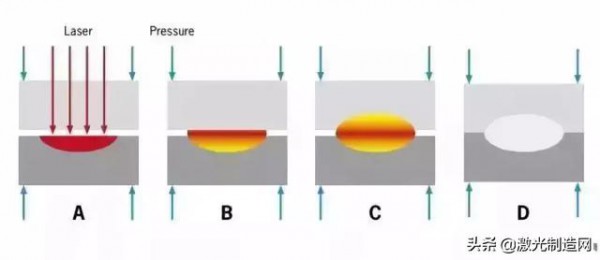
图1 激光焊接工艺示意图
所以,塑料在近红外区必须具备特殊光学性能才适用于激光焊接工艺,上层透过层需要保证透过近红外激光,而下层吸收层则要保证吸收近红外光。那么,塑料本身的光学性能是怎样的呢?
从聚合物形态来说,非晶型聚合物仅吸收少量的入射光,可以获得很高的穿透深度。
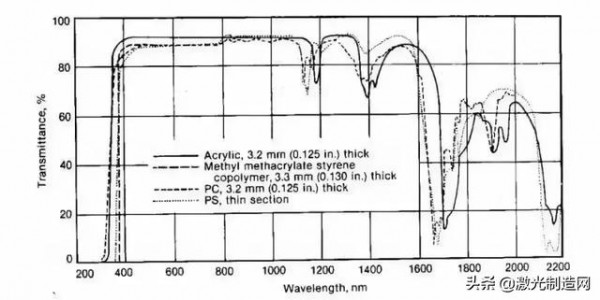
图2 四种聚合物(未含添加剂)光谱图
如图2所示,四种非晶型聚合物在可见光区和近红外区均表现出很高的透过率。由于结晶区的存在,结晶型聚合物的光学性能差异较大,激光在球晶区界面处发生折射或反射,穿透材料的行程更长,对激光的吸收率高于非晶型聚合物。
对于填充型聚合物材料来说,光学性能受到填充材料的影响较大。以玻纤为例,Val Kagan研究了不同玻纤含量的PA6增强树脂的透过率(图3),发现随着玻纤含量的增加,材料的透过率是线性下降的。
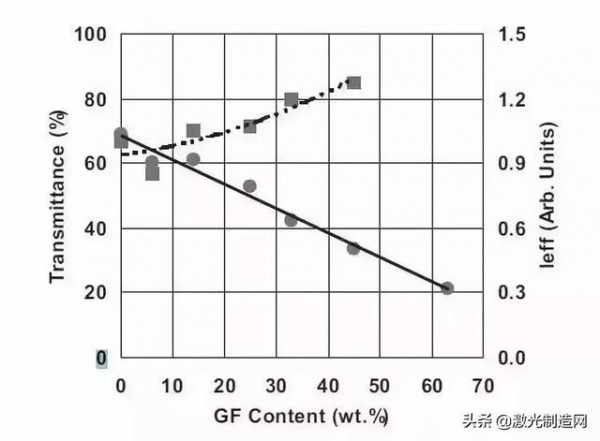
图3 玻纤含量对PA6透光率和光路长度的影响(leff:有效光路长度,0%玻纤作归一化处理)
3激光焊接工艺的选择
随着设计美观度的要求越来越高,激光焊接工艺对所焊接材料的要求也越来越复杂,除了常见的透明-黑色产品焊接,甚至会有黑色-黑色产品、透明-透明产品、白色-白色产品等其他需求。
在激光焊接工艺的选择上,激光器功率过高或焊接时间过长容易造成材料熔融过度导致降解,为达到理想的焊接质量应该选择合适的激光功率、扫描速度及焊接时间。
与传统塑料焊接工艺不同,激光焊接利用激光辐射能量对两种聚合物进行焊接,不仅在聚合物选择上具有广泛的适用性,更具备焊缝美观、焊接灵活、焊接强度高的特点。
同时,塑料激光焊接针对材料特性提出了特殊要求——激光的选择性吸收与透过。为获得满意的制件,不仅需要对焊接工艺参数进行调整,合适材料的选择至关重要!
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

