






自苹果发布全面屏产品以来,其他各家厂商全面跟进,全面屏技术正式进入量产阶段。随着用户体验的提升,异形全面屏是大势所趋,能大幅提高屏占比,视觉效果更好,操作更方便,同时,全面屏的设计也对加工技术提出了更高要求,见图1。
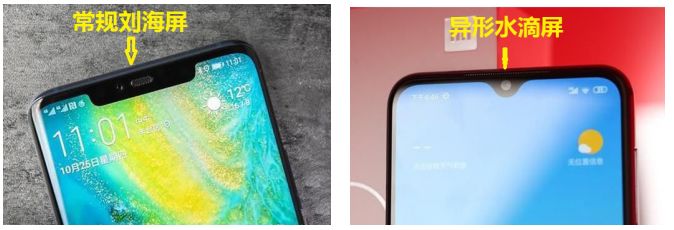
图1 常规刘海屏和异形水滴屏对比:a刘海屏图形结构较简单;b水滴屏图形曲线复杂,刀轮无法切割
激光切割全面屏优势
LCD屏幕的结构模式(图2)就决定了它是双片叠加,双片玻璃的超薄特性决定了它的脆性,切割的时候容易产生崩边,而崩边则影响玻璃的强度,因此考察切割方式造成的崩边量非常重要。
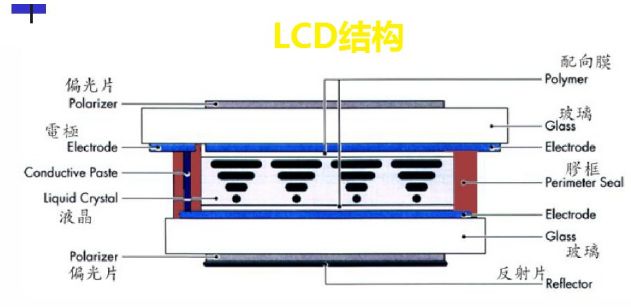
图2 LCD结构:双层玻璃,中间夹层为液晶,单层玻璃厚度仅0.15 mm-0.18 mm,常规刀轮接触式切割极易破碎
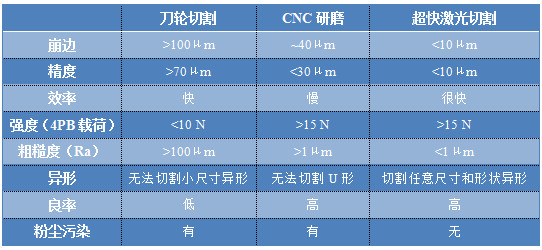
针对异形切割,目前的主流技术有刀轮切割、CNC研磨及激光切割。目前手机全面屏异形切割主要涉及C-Cut、R-Cut、U-Cut位置切割(如图3)。其中C接近直线,R带有一定弧度,U角弧度线条最复杂,在最新的水滴屏上体现的尤为明显。

图3 手机全面屏切割示意图
超快激光切割在屏幕异形切割优势
通过上述三种方式的对比,激光技术切割全面屏显示出绝对优势,将成为以后的主流切割方式。
激光切割全面屏基本技术路线
激光切割全面屏是利用激光在材料内的自聚焦现象进行切割。当超高峰值功率的激光被聚焦在透明材料内部时,材料内部由光传播造成的非线性极化改变了光的传播特性,将激光进行波前聚焦,这种现象称为自聚焦现象。自聚焦形成的超强光束在玻璃内部形成直径为1 μm左右的丝线,高峰值能量将丝线贯穿处玻璃直接气化,形成孔洞,再施加外力,可轻松高效裂开。
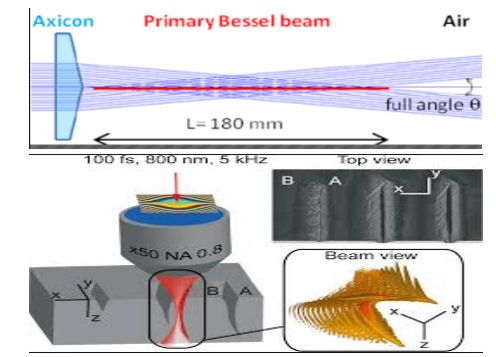
图4 超快激光切割LCD方案原理示意:(a)贝塞尔光束,(b)贝塞尔光束贯穿玻璃
由图4可以看出,贝塞尔切割为贯穿式切割,不会在玻璃内部形成爆裂,因此对玻璃强度损伤极小。

图5 超快激光切割LCD方案实例
由图5可以看出,超快激光加贝塞尔切割方案,可在无机械接触下将玻璃完全切透,保证断面平整、无崩边、无内爆、品质极佳。
飞秒激光相比皮秒激光加工工艺对比
虽然激光切割方案作为主流方案,占据了很大优势,但目前采用较多的仍然是激光+CNC复合的方式。由于使用的皮秒激光器,脉宽为10 ps左右,仍存在一定热影响,激光切割后,产生的热量会在切割线边缘产生应力裂纹,使玻璃的强度降低,这就需要切割后辅以CNC研磨,沿切割玻璃的边缘研磨一圈,将细小微裂纹磨掉,从而提升玻璃强度,提高屏幕抗冲力和弯曲能力。
但随着超快激光技术的发展,激光脉宽进一步缩短,更窄脉宽意味着更高峰值和更低热影响,得益于更高峰值,使用更小的能量就可将玻璃切开,从而对玻璃的损伤更小。
以武汉安扬激光研发的全光纤超短脉冲激光器Femto-YL系列为例,其最窄脉宽可达300 fs,可调范围300 fs-10 ps。通过长期数据验证,在10 ps以下进行脉宽调节时,切割全面屏各方面效果有显著提升。
FemtoYL-20系列激光器测试结果,当脉宽调到合适区间,切割全面屏所需要的最低脉冲能量<15 μJ,远低于10 ps激光所需要的20 μJ,热影响可降低30%(120 μm→80 μm),玻璃损伤降低,强度可提高30%(15 N→20 N),基本接近玻璃原始强度值,可实现全激光无需研磨。目前此方案已验证成功,并在国内一大面板公司成功实现量产,大幅提高了终端客户的产能,降低成本。
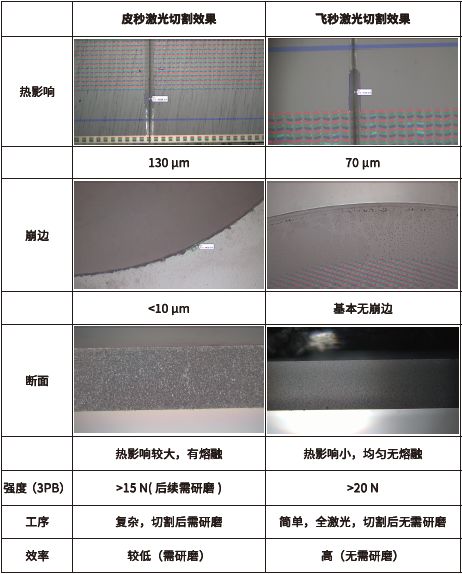
以安扬激光Femto-YL系列产品为例,比较飞秒激光与皮秒激光的加工优势
结论
飞秒激光微加工技术已经成为当代微制造领域的研究热点,在微电子、微光学、微机电系统和生物医学等领域均已展露出重要的应用前景,并体现出无可取代的优势。
本文由武汉安扬激光技术有限责任公司供稿
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

