






增材制造工艺已脱离原型利基,正逐步在工业生产中占据一席之地。在生产大批量、具有高质量要求的塑料制品时,注塑成型是首选,而增材制造则特别适用于单件高效生产以及小批量生产。同时,从汽车和消费到医学技术等各种行业都能利用这一技术。此外,各种功能部件都能通过小塑料液滴一层一层地构建出来。作为驱动力,压电陶瓷促动器在生产小液滴的过程中起着十分重要的作用。
应用领域
医用植入
适应个体的移植和矫直,也是增材制造的重要应用领域。

运用增材制造技术制造的医用植入物(© ARBURG)
功能部件
由于其力学性质,这种材料还适用于汽车工业和航空航天类应用。

运用增材制造技术制造的机械部件(© ARBURG)
机械部件
由生物基聚酰胺制成的活动弹性功能部件是通过采用增材制造技术一步制造完成的。

运用增材制造技术制造的滑轮(©ARBURG)
Martin Neff - ARBURG(阿博格)销售与塑料无模成形技术部门经理
对于液滴的生成,我们决定采用压电陶瓷促动器来记录喷嘴调节片的时间,从而实现物料卸料所必需的高动态和精度。
工作原理
增材制造的核心工艺过程是在卸料单元的喷嘴处生成液滴。压电陶瓷促动器将电能直接转化成机械能,并实现具有亚纳米级分辨率的运动。它们可实现长达约1毫米的行程以及频率高达几千赫兹的高动态。Freeformer卸料单元目前的工作频率为60至200赫兹之间。
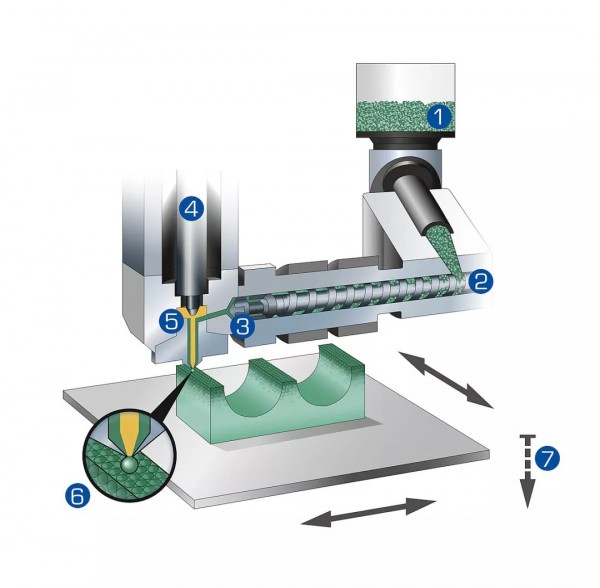
1. 基本要求:认证标准颗粒
2. 通过螺杆进行物料处理,方法同注塑成型
3. 螺杆与喷嘴尖头之间的储料槽处于压力之下
4. 压电陶瓷促动器记录喷口调节片的时间
5. 喷口调节片
6. 单滴液滴在喷嘴尖头处卸料
7. 部件支架在X和Y向上移动部件,并逐步往下向Z向移动

压电陶瓷促动器的特点
除了精度和动态之外,用于在APF工艺中记录喷嘴调节片时间的PICMA促动器还具有许多其他特征,这些特征使其特别适用于工业增材制造。根据客户规格设计的促动器具有长达90微米的行程和亚纳米级的分辨率,可加载高达3000牛的压力,而微秒级的响应时间使其异常快速。类似尺寸下,没有其它任何一种阀门技术能提供如此快的响应时间。
此外,PICMA促动器具有全瓷绝缘,因而其性能和使用寿命都优于传统聚合物涂层促动器。陶瓷绝缘层可保护整体式压电陶瓷块,以防湿气和漏电流增大造成的故障,因而可在极端环境条件下实现高运动周期。整体式结构还能产生高谐振频率,使得该类促动器特别适用于高动态应用。
PICMA促动器的亮点
-
精度
-
动态
-
频率
-
长使用寿命
-
推力
-
可靠性
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

