






王坚,吴来富,李全民,王劲,严会文,黄胜弟
南京波长光电集团
摘要高功率激光器具有广泛的应用,包括精密工业加工、激光成像/测距,以及强场物理学应用等。光学镜片与镜头作为激光光学系统的关键核心元件,对于激光系统有着重要的影响。随着高功率光纤激光,紫外激光以及皮秒飞秒激光的运用普及,对于核心的光学元件要求越来越高。我们将从材料选择,亚纳米抛光,离子溅射镀膜等技术来阐述光学元件的制造与检测。
关键词 超光滑表面;离子溅射镀膜;激光损伤阈值;激光热度仪;
1 引言
近年来,高功率激光、深紫外/X射线学等领域的发展,不仅延伸了光学材料的选择,也对光学元件提出了极精密面型和超光滑表面的加工要求,其表面粗糙度在亚纳米,即埃级(Å)。另外,激光损伤阈值大于40J/cm2的镀膜技术以及吸收率低于0.15%的高功率元件有效提高了千瓦级以上的激光器的可靠性。因此,寻求新型的镀膜技术突破,实现致密而精准的膜层,至关重要。与此同时,能够定量地测量吸收率、激光损伤阈值,并且研制与国际测量标准接轨的测试仪器重要而迫切。
在应用领域,YAG高功率激光应用主要用于厚金属焊接、厚金属切割、大型钢件熔覆与表面处理等方面。如(1)汽车骨架、船舶零部件的焊接与切割,最新的高功率激光切割钢板的厚度能够达20mm,切缝光滑整洁无毛刺;(2)新能源汽车动力电池的焊接,高功率焊接可以解决焊缝出现焊不透,焊缝有凸起、小孔等现象;(3)船舶传动轴的修复与表面处理。对于高功率紫外和绿光激光,主要用于精细微加工,如切割OLED显示屏等。紫外激光聚焦光斑小,切割后的屏幕无裂纹和崩边。南京波长光电公司最新研制的大幅面紫外远心场镜,承受功率15W紫外皮秒激光,且聚焦光斑只有13μm左右,场曲小,切割幅面达到180x180mm2,对比三维运动切割提升了切割效率和稳定性,解决了大屏切割难的问题。
2 高功率激光光学元件的加工
2.1 光学材料的选择
对于紫外、YAG光纤和半导体激光器等,常用的光学元件材料有H-K9L、紫外熔石英(JGS1)、贺利氏313和康宁7980等。相比较于K9玻璃,石英玻璃有更低的热膨胀系数,更少的杂质含量,更好的光学均匀性,因而受到高功率激光市场的青睐。在高功率和超快激光应用领域,国内厂家更倾向于国外的贺利氏和康宁材料。
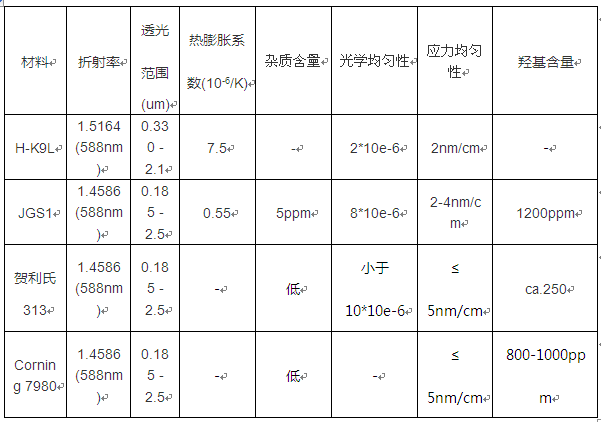
表一 各种玻璃参数对比
2.2 亚纳米抛光技术
超光滑表面除了面形精度和表面粗糙度要求极高以外,还要求表面有完好的晶格结构、无缺陷,能消除加工损伤层。关键在最后一道工序:超精密抛光技术。波长光电的超光滑表面加工工艺结合了传统的机械去除法以及磁性抛光法,达到表面粗糙度低于5Å。原子力显微镜的测试结果如图一。
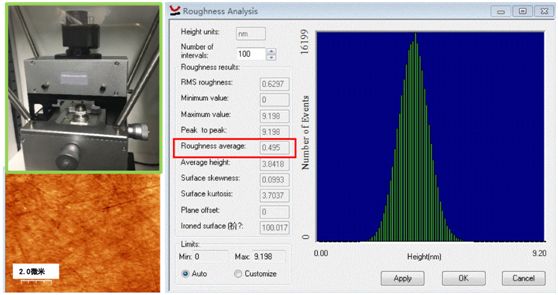
图一 超光滑表面测试结果
2.3 离子溅射镀膜技术
制备激光薄膜通常是用电子枪蒸发或者离子束辅助电子枪蒸发来制备的,薄膜中容易产生节瘤缺陷和高温成膜导致的微观结晶颗粒的存在,难以制备出高质量激光薄膜,限制了薄膜的激光损伤阈值的提高。而离子束反应溅射镀膜技术,在接近常温下成膜,可以获得无定形态微观结构的薄膜,;而且能将光学吸收降到最低的水平。
我们用离子束反应溅射沉积设备制备了氧化铪和二氧化硅激光增透膜,并对此薄膜进行了光学性质、结构特性以及激光损伤性能进行了研究。结果表明,用双离子束反映溅射沉积的激光薄膜不仅膜层致密,而且具有极低的散射和吸收,均匀的非晶结构,杂质缺陷少,激光损伤阚值高。检测的激光损伤阈值为40J/cm2,如图二所示。检测条件:测试激光波长为1 064nm,脉冲宽度为10 ns,样品的测试采用1-on-1的方式进行,取0损伤几率时的能量密度作为样品的损伤阈值。目前还存在的问题是成膜材料的纯度有待提高。

图二 激光损伤阈值测试结果
3 高功率激光光学元件的测量
波长光电-西安工业大学激光器件可靠性测试中心致力于对高功率激光元件的评估及认定,除了可以对激光器件进行预处理以提高薄膜的激光抗损伤阈值外,还可以开展对器件的激光抗损伤阈值进行测试,对膜层的吸收的能力测试,以及利用高低温循环判别并加速寿命测试等,为元件的定量评估提供可参考的路径。
3.1 光学镜片的抗损伤阈值测试
光学薄膜激光损伤阈值测试仪依据国际标准ISO11254建立,主要用于薄膜或光学元件表面强激光承受能力的测试,如图三所示。该仪器可进行:1、光学元件或薄膜激光损伤阈值及损伤斑的测试;2、激光预处理,提高薄膜的激光损伤阈值。该仪器使用简单,测试方便,实现了数字化、集成化、智能化。基本功能模块包含散射判别模块与图像判别模块;扩展功能模块包括复核校验模块、光谱分析与判别模块、声谱分析与判别模块、质谱分析及判别模块。
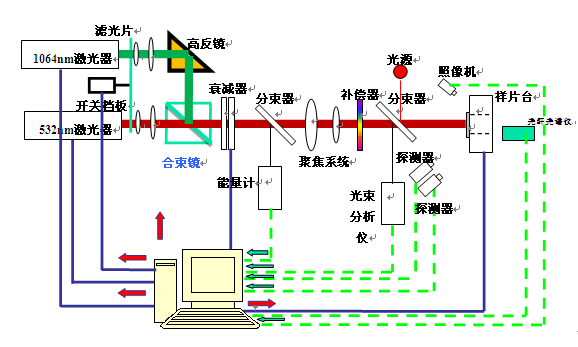
图三 符合国际测量标准ISO 11254的激光损失阈值测试系统
该系统具有一下三种特点及优势:首先,相互补充、互为校对的多种损伤判别方法。每种损伤判别方法都有一定的局限性和应用范围,单一的损伤判别方法难以对不同厚度、不同膜系的薄膜均做出准确的判别。本套系统集成了多种检测方法:图像检测、散射检测、光谱检测、声谱检测等,这些方法相互补充、互为校对,拓展了测试对象的应用范围,为整体系统的测试稳定提供了有力的保障。其次,高倍率的样品在线检测复核系统。由于工作距的限制,目前测试系统中图像判别法采用的CCD放大倍率只能达到50倍以下,不满足国际标准规定的100倍的要求。对此,系统配备了高倍变焦显微镜校验系统,方便用户在不影响测试过程,不拆卸样品的情况下,对损伤点的实际情况进行在线复查,保证了对准精度。另外,双波长共光路的系统设计。本仪器具有单波长(1064nm或者532nm)和双波长(1064nm和532nm)两种类型。针对双波长测试仪,采用两台激光器,经过合色棱镜,合并在一束光路上,简化了光学系统结构,可对同一点,实现双波长激光的同时预处理。
3.2激光吸收率测试
波长光电与新加坡科研局合作开发的MatCaloreTM是世界上第一款商业光学元件吸收测量系统。满足ISO测量标准11551,该仪器是基于量热学设计的。准直激光束照射在光学元件上,一部分激光能量被吸收后转化为热量,此部分热量表现为被测样品件的温升。基于双传感器差别温度测量进一步降低系统误差,基于三点算法的计算软件实现了自动化功能,为工厂车间的吸收系数测量提供一个总控解决方案。我们可以定制针对1μm和10.6μm的激光波长,通过测量物体温度来确定相对较薄物体样品(2mm-9mm)总的吸收系数。该仪器具有透射和0/45°反射模式。这项创新在2014年被SPIE专题报道。
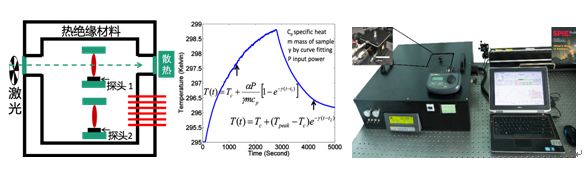
图四 激光热度仪用于吸收的测量原理和样机图片
4 结论与展望
本文从光学材料的选择、亚纳米抛光技术、离子溅射镀膜技术三个生产工艺的角度,以及光学镜片的抗损伤阈值测试和激光吸收率测试两个测量技术的角度系统阐述了波长光电的高功率激光光学的进展。同时展望未来,也在相应的加工和测量技术方面提出了进一步发展的方向和挑战。科技进步永无止境。随着激光加工走向智能化,数字光学比如光束整形也走向了运用的前沿。既要承受高功率短脉冲的极限光学要求,又要实现光束变化整形的功能性要求,还要满足小型化轻量化的实际需要。平面镜头,超结构表面,采用半导体制成工艺对当下的光学加工进行颠覆式变革。下一代的光学镜片和镜头将是革命性变化。波长光电正在积极准备,迎接新趋势的到来。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

