




导读:纯铜由于具有高导热性和导电性,是电子和电力生产领域中广泛使用的材料。相应的应用通常涉及复杂几何形状与全致密材料相结合以增强导电性。对于此类应用,增材制造 (AM) 似乎足以满足对新设计的需求。
△3D打印的纯铜喇叭天线(粘结剂喷射技术制造),图片来自Digital metal
更准确地说,激光粉末床融合 (L-PBF) 技术提供的高精度和空间分辨率似乎特别适用于制造非常复杂的形状并减少过程中的材料浪费。然而,由于铜粉末在激光红外激光辐射下具有较高的反射率和高热导率,这使得传统L-PBF方法制造低孔隙率纯铜材料依旧是一个真正的技术问题。

铜粉的粉末特性
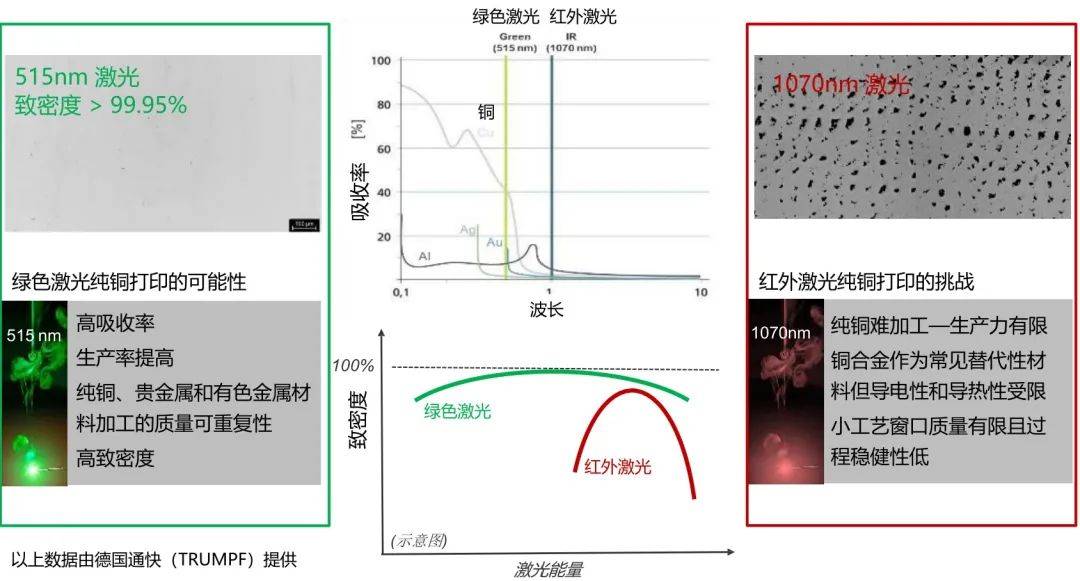
铜具有优良的导热、导电性能,以及良好的抗腐蚀和延展性能,并且在金属系中铜的来源较广、成本较低、能被广泛的运用在导电和导热材料、生物医学等多个领域。铜对激光的反射率较高,对波长大于 1060 nm的激光反射率超过90%,而对波长为 515 nm 的激光吸收率可达60%以上。在这种情况下,铜的这些特性为其在增材制造技术的加工中带来挑战,铜具有相对较高的导热系数,成形过程中,热量会被迅速的传导到熔体区域,从而产生较高的局部热梯度,容易导致层卷曲、分层和部分零件失效等工艺缺陷,此外,铜的高延展性会给成形件残余粉末的去处和回收带来困难。另外,铜粉的表面活性高,容易氧化,铜粉需要特殊的处理与储存。
铜的高导热和对激光高反射等特性的局限,使得铜粉的增材制造技术成形工艺控制比较困难,成形难度较大,目前关于3D打印铜的研究应用落后于一些其他常见的金属材料。铜作为典型的结构功能一体化材料,有着广泛的增材制造需求,是3D打印行业的研究热点。
传统激光粉末床熔融成形铜的技术难点
激光选区熔化技术的热源是激光束,铜对激光的高反射率导致成形过程中大部分的激光能量被反射回光学系统,只有少部分的能量被铜粉吸收,当激光β式系褪保勰岩完全被熔化,零件容易产生孔隙和裂纹等缺陷,从而给激光选区熔化铜的成形带来了困难。目前,在激光选区熔化成形铜的研究领域里,相关研究主要集中在提高零件致密度。
早期的研究受到激光设备等硬件设施的限制,成形过程中,激光难以完全熔化铜粉,制备致密零件较困难。随着激光器技术的不断发展,激光设备性能不断提高,能够采用高功率来提高零件的致密度。但是被返回光学系统的激光会损坏光学元件,随后一些研究者提出对铜粉表面改性和降低激光波长等方法可以改善铜的高反射率问题。早期的激光选区熔化成形设备采用低功率、稳定性差和光束质量不高的激光器,很难实现铜粉完全熔化。只能在铜粉中加入低熔点或对激光吸收率较高的合金粉末充当粘结剂,在激光扫描下,粘结剂熔化形成液相填充在铜粉颗粒间的孔隙并凝固,从而实现烧结零件的制备。这种方法称为“间接烧结法”。虽然能通过这种方式实现整个零件的完整打印,但是一些相关研究者发现获得的零件致密度较低。
在学界,南京航空航天大学的顾冬冬等人采用最大输出功率 1 KW的 CO2激光器,以预合金 CuSn 粉末为粘结剂和 CuP 为脱氧剂,对 Cu+CuSn+CuP 粉末进行烧结,制备出致密度为 82%的铜零件。Tang Y等采用200 W 激光器,以预合金化金属粉末 Cu3P 为粘结剂对Cu+Cu3P 粉末进行激光烧结,最终制备出致密度为 76%的零件。此外,国内升华三维等厂家也曾在间接3D打印成形铜材料上做出了探索,并已经取得突破。

△由升华三维UPS-250打印加工完成的纯铜样品
综上对比,可以看出早期的相关研究仍受制于激光器功率和光束质量等方面的影响,使所制备零件的致密度较低,成形质量较差。这就需要使用更高功率和质量更好的激光器来克服铜对激光地吸收率的困难并产生稳定的成形条件,从而达到改善激光选区熔化成形铜零件的质量和性能。
随着激光器技术不断的发展,激光器的稳定性和光束质量等方面也在不断的提高,随之一些高光束质量、高稳定性和高功率的激光设备被投入使用。一些研究者采用此类设备进行试验,研究发现零件的致密度大大提高。Lykov P A等利用 Pro DM125设备制备不同工艺参数的纯铜试样,在激光功率 200 W,扫描速度 100 mm/s,线间距 0.12 mm,层厚 0.05 mm 条件下获得了致密度为 88.1%的纯铜试样。Ikeshoji T T等采用 1KW 大功率单模光纤激光器 SLM 设备,在激光功率 800 W,扫描速度为 300 mm/s 条件下,获得了致密度高达 96.6% 的纯铜试样,并研究了扫描间距对成形件质量的影响,发现扫描间距为 0.1mm左右时,获得的试样的致密度最高。Colopi M等采用同样激光器的 SLM 设备,制备出致密度大于 97%的纯铜试样。Jadhav S D等使用高功率光纤激光器设备,在能量密度为 740-1120J/mm3工艺条件下,获得了致密度高达 98%的试样。
虽然目前能通过增大激光功率和优化成形工艺等方法来实现成形件的致密化,但是被反射回光学系统的激光会破坏光学涂层,从而进一步损坏激光器。因此仅仅依靠改善激光器的光束质量和提高激光功率等不是有效可行的方案,只有降低铜对激光功率的反射率,才是解决这一问题有效的方法。由于铜对波长小于 515nm的激光吸收率大于 60%。因此降低激光波长,增大铜对激光的吸收率,是实现激光选区成形铜的关键。
绿色激光器
为了解决铜对激光的高反射问题,一些国外的研究机构开始使用新开发的在可见波长范围内工作的高功率激光源,并尝试了利用波长为 515nm(绿色激光)的激光设备进行试验,以改善激光-铜能量耦合方式。
2017年,德国弗劳恩霍夫激光技术研究所的研究人员率先在绿色激光打印纯铜方面做出探索,他们开发一种绿色激光选区激光熔化(SLM)系统,用于纯铜或铜合金的3D打印,该技术被命名为“绿色SLM”。
2022年11月,德国通快(TRUMP)公司在法兰克福国际Formnext展会上展示了最新的3D打印机——TruPrint 5000和绿色激光技术。在2021年,TRUMP首发了旗下3千瓦高功率连续绿光碟片激光器。据悉,该产品平均输出功率高达3千瓦,代表了目前绿激光系列中的最强功率,非常适合铜、铝等高反材料的焊接工作,特别是在以新能源汽车动力电池为代表的锂电行业,通快绿光激光器(1000-3000W)可实现多达120层的铜箔焊接,几乎无飞溅,熔深精确可控。此外,高功率绿光在纯铜材料增材制造-3D打印应用上也有着突出优势。
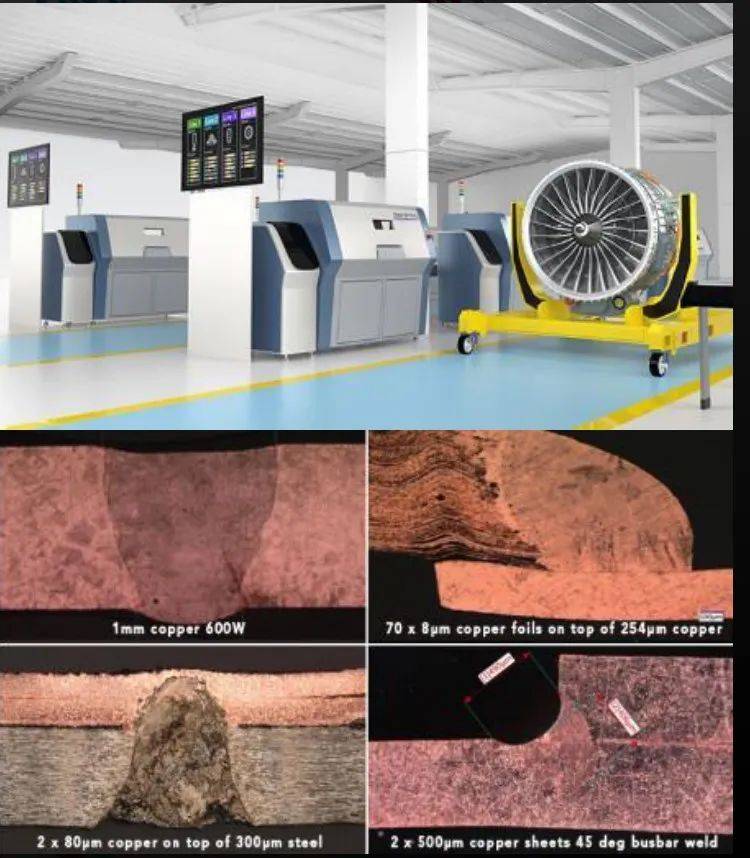
△3D打印部件由纯铜制成。图片来源:TRUMPF
2018 年,岛津公司拟(日本)实现了其 BLUE IMPACT蓝光冲击二极管激光器的商业化,这种激光器可以在高亮度下产生100 瓦的功率。这款产品是岛津公司与日本大阪大学合作开发的,是日本国家项目的一部分。BLUE IMPACT 激光器结合了日亚化学公司(日本)的许多氮化镓(GaN)蓝色激光二极管,自 2006 年以来效率提高了一倍,输出功率提高了一个数量级。岛津 450 纳米蓝色二极管激光器的一个关键应用是铜材料的 3D 打印。
以上提及的绿色激光发现于二十世纪六十年代到八十年代期间,当时人们利用各种非线性晶体材料进行内腔倍频Nd:YAG激光器以获得绿光光源。进入二十世纪九十年代,具有寿命长、可靠性高、体积小、效率高等优点的高功率、高重复频率全固态绿光激光器得到了空前的发展。而随着国产半导体激光器质量的提高以及国外半导体激光器价格的降低,国内全固态高功率绿光激光器的研究也有了极大的进展。
绿色激光器的使用已经证明在焊接应用中可以更好地与铜耦合。事实上,绿色波长(λ =532 或 515 nm)不仅在固态而且在液态下更容易被纯铜吸收。固态的相应吸收率预计在 40%和 60%之间,而液态则为25% 和 50%。据德国光子技术研究所给出的研究结果,在室温20℃,铜处于固态的时候,对绿光波段的吸收率为40%左右;而在温度升至1600℃,铜处于熔融状态后,吸收率反而下降了5%左右。即铜融化后对绿光的吸收是略有下降。这一特性有助于在加工铜时获得稳定的小孔,并能达到几乎是零飞溅。这是绿光激光相对于红外激光焊接的明显优势。因此,促进绿色激光器在L-PBF铜方面的广泛使用是当前研究工作的主要目标。
蓝色激光器
改善激光-铜能量耦合第二种可能方法是使用蓝色激光源,因此,波长在 450 nm 的高功率蓝色二极管激光器也是实现激光3D打印铜的有力候选者。
Hummel 等人在对纯铜和Cu-6Sn 合金中的研究中指出,铜对蓝色激光的吸收率甚至高于 515–530 nm,在传导焊接状态下吸收率高达 80%,而在 515 nm 下为60%。然而,即使更高的功率已经在开发中,现有的蓝色激光二极管在亮度和可用的聚焦光束直径方面仍然受到限制,这限制了它们在 L-PBF 中的可能应用,因为这需要比传统激光焊接更高的扫描速度。
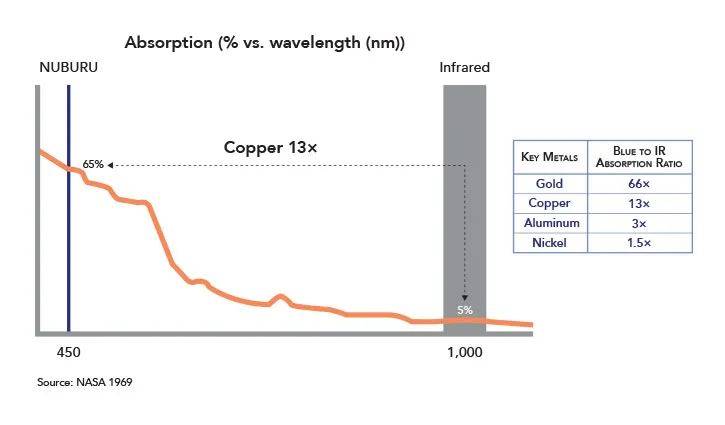
△铜、金、铝和其他材料比其他波长的激光更好地吸收蓝色激光。图片来自NUBURU/NASA 1969
2022年5月,南极熊获悉高速挤压(HSE)3D打印技术背后的原始设备制造商Essentium和工业激光器专家NUBURU已经合作开发一种新的基于蓝色激光的金属3D打印机,它可以很好的解决铜/金/铝/不锈钢等金属传统金属3D打印过程中易反射、成型难的痛点。据悉,新式激光金属3D打印机器将整合NUBURU专有的蓝色激光技术,并能够以送丝形式加工材料,因此我们可以推断它是基于定向能量沉积(DED)的原理运行。此外,NUBURU声称蓝色激光技术可以使3D打印速度比竞争对手快10倍,同时还能以非常高的密度进行金属打印。
△一台NUBURU蓝色激光器。照片来自NUBURU。
NUBURU是另一家以高功率蓝色激光技术为核心的企业,该公司已融资2000万美元,用于发展工业生产线并开拓能量存贮、电动车和3D打印市场。激光熔覆和激光金属沉积 (LMD) 是将原材料加热到其熔点并粘附到表面的两种应用。根据 NUBURU的说法,其蓝色激光技术的优势允许将铜熔覆到不锈钢上(反之亦然)。工业蓝色激光可以将铜金属进行逐层熔覆,这一优势延伸到激光金属沉积增材制造工艺(LMD),对于金、铜、铝和其他反射金属而言,蓝色激光的构建速度比红外线激光快 10 倍,并带来更高质量。
△来源:NUBURU
南极熊总结
上述研究证明,绿色激光和绿色激光均可作为高反金属材料3D打印的优选光源,进行纯铜材料3D 打印,可以良好的解决相关问题,实现较高的致密度。不过,目前这两种激光器成本仍然较高,绿/蓝激光器的改进和低成本化依然是未来需要解决的问题。可以预见的是,激光3D打印技术如果能够大规模应用于纯铜材料,铜材料3D打印市场规模也将有望得到进一步扩大。
参考阅读
杨睿. 电子束选区熔化3D打印铜成形工艺研究[D].昆明理工大学,2020.
杨睿,黎振华,李淮阳,滕宝仁,申继标.选区熔化3D打印铜的研究进展[J].稀有金属,2021,45(11):1376-1384.
Nordet G, Gorny C, Mayi Y, et al.Absorptivity measurements during laser powder bed fusion of pure copper with a1 kW cw green laser[J]. Optics & Laser Technology, 2022, 147: 107612.
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

