






前言
随着激光焊接技术的深入发展,特别是近年新能源汽车和动力电池制造领域业务迅猛增长,激光焊接过程中的检测问题成为人们关注焦点。由于精细的焊接工艺不适合人工检测,导致了潜在的产品质量和安全问题。激光焊接OCT在线检测系统的面世则迎刃而解燃眉之急。
激光焊接OCT在线检测系统LWI-OCT(Laser Welding Inspection - Optical Coherence Tomography)使用光学相干断层扫描技术(OCT)提供了解决方案。该系统高速扫描焊接处的工件,通过人工智能算法,实现 3D 扫描成像,能够对焊接过程的匙孔内部熔深进行微米级实时测量。先进的OTC技术应用到新能源产品质检,受到制造业青睐。
本文概述激光焊接 OCT在线检测系统的需求来由、功能特点、关键技术、设备组成、现实意义和应用前景。
激光焊接熔深实时检测的必要性
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。随着无极耳高能锂电池的出现,电池产业中异种材料焊接技术得以普及,焊接的难度和安全风险也随之增加。激光焊接遇到了检测的难题。
激光焊接质量难以得到保证。 在激光焊接过程中,一般经过验证,确定工艺窗口和投入产线使用后,便认为在焊接过程中熔深与熔宽是稳定的。但实际上由于焊接参数波动、保护气波动、工件变形等因素导致焊接质量难以保证。
激光焊接过程中产生缺陷。焊缝出现不连续,不致密或连接不良, 缺陷包括虚焊、烧穿、炸点、裂缝、气泡、飞溅、咬边等。
传统熔深检测方法具有随机性。通常采用切金相方法检验,但不管横切竖切,只能看到一个界面,无法代表熔深总体情况。
非直接测量方法无法得到熔深直接数据。通过焊接过程的信号监测,例如多波段光辐射强度、光学图像和声波等间接测量信号,都无法得到熔深值,且测量效果容易受焊接过程工艺参数、设备稳定性影响。
市场需求对安全性提出更高要求。 我国迄今已成为全球最大的工业激光市场。据统计,影响购买新能源汽车的因素,除了续航里程和驾驶感觉外,安全因素占57%,包括电池本身发生故障和由外部碰撞引起的电池故障。
因此,对熔深等数据进行直接、连续的观察,实现对焊接内部质量的实时监测是必要的。目前,只有基于 OCT 的检测技术才能直接并精确地测量熔深,从而直观地监测焊接质量,以满足工业领域的迫切需求。
激光焊接OCT在线检测系统的功能
激光焊接在线检测技术实时测量熔深值达到微米级精度,而且通过熔深识别和解决虚焊、未熔合、未熔透以及焊缝形态不规则等缺陷问题,能全面监控激光焊接过程。其主要功能如下:
准确的熔深检测功能。通过光学相干断层扫描法(OCT)融合人工智能AI 技术,探测光可以进入微小的匙孔内部,对熔深进行精密测量,且快速准确地检测焊缝位置、焊缝穿透深度以及焊缝成形轮廓。
实时焊缝跟踪功能。通过探测光在工件表面高速扫描,实现精准复杂焊缝跟踪、过程监控、质量检测。OCT扫描仪主动发射的同轴探测激光高频实时横向扫描工件。前置跟踪扫描区域与焊接熔池距离仅1mm左右,可应用于任何路径和任何类型的焊缝跟踪,同时提供相对宽的倾斜跟踪角度,无需任何重新校正。
焊接报警推送功能。检测系统对不良焊接和焊接设备异常变化趋势进行预见性报警,将报警信息推送至指定移动终端。同时可对焊接故障进行在线自动校正,从而降低废品率、测试成本和返工率。
闭环控制功能。基于熔深等焊接参数的实时监测,对焊接熔深和焊接路径形成闭环控制,进行即时调整优化。实时熔深测量配合在线激光功率调整,让焊缝深度始终如一。实时焊缝成形轮廓测量配合质量检测算法,对咬边、焊穿、气孔、焊偏、焊缝宽度变化等缺陷进行检测和反馈,实现焊接过程的全闭环控制。
3D扫描成像功能。通过探测光高速扫描工件表面,实现焊缝三维成像。同时获取焊缝三维轮廓及熔池深度测量值,快速准确地检测焊缝位置、熔池深度以及焊缝成形轮廓,确保激光光斑始终作用在焊缝中心位置。
激光焊接OCT在线检测系统的关键技术
OCT技术自1991年应用于眼科医学检查视网膜以来,业界在理论上从时域到频域,再到谱域经过长达三十余年的研究。光学相干断层扫描技术进入工业环境,应用于激光焊接熔深检测乃是一种新的探索和实践。 激光焊接熔深实时检测覆盖跨界领域,包括光学、金相学、材料力学、电子学、自动控制、计算机学、编程算法、图像处理、数理分析方法等多门学科。
激光焊接OCT在线检测系统涉及的关键技术有:
相干光层析成像OCT技术。 光源(SLD)发出光经过分光器(splitter),将光分为测量光束和参考光束。测量光随着光纤到达反射镜,两个略成角度的反射镜将测量光切分成匙孔测量光束(keyhole sub-beam)和表面测量光束(surface sub-beam)。测量光到达匙孔底部和工件表面后形成反射,两反射光与参考臂的反射光发生干涉,输出干涉信号。图1为多波长干涉示意图。对干涉信号进行快速傅里叶变换(FFT),即可得出测量臂相对参考臂的深度信息,即熔深信号。
快速傅里叶变换技术FFT(fast Fourier transform)。FFT是从频域信号转换到时域的频率分析方法,是数字信号处理方法的基础,离散化处理DFT高效的计算方法。FFT可用以进行连续信号的频谱分析,把长序列变为短序列。焊接的缺陷以是否超出熔深为标准,从转换产生的时域信号即可得出。
图像处理中值滤波技术。中值滤波是一种非线性平滑技术,基于排序统计理论有效抑制噪声的非线性信号处理技术。它将每一像素点的灰度值设置为该点某邻域窗口内的所有像素点灰度值的中值,让周围的像素值接近真实值。焊接过程因受金属蒸汽、飞溅等产生干扰,必须消除孤立的噪声点,方能提取超过阈值的熔深测量信号,从而令OCT系统采集的图像与工件实物解剖图相比较趋于一致。
自动控制闭环跟踪技术。OCT内置长度调制器,通过扫描仪集成远程焊接系统的可变聚焦,确定工件表面上每个单点的距离,不受由扫描镜头的倾斜或聚焦距离的变化而引起聚焦变化产生的影响。
3D扫描成像技术。焊缝前、中、后区域,用OCT传感器同时获取焊缝路径、焊缝三维轮廓及熔池深度测量值。高分辨率深度测量和多维可视化,实现快速准确地检测到焊缝位置、焊缝深度和焊缝成形轮廓等信息。
振镜同轴光路技术。 该系统可以搭载准直焊接头和振镜焊接头。振镜系统是由伺服控制板与摆动电机组成的高精度伺服控制系统。整个过程采用闭环反馈控制,由位置传感器、误差放大器、功率放大器、位置区分器、电流积分器等五个控制电路组成。当输入驱动信号时,摆动电机就会按一定电压与角度的转换比例摆动一定角度。探测光束与焊接激光光束保持同轴。只有保持同轴对中,才能保证无论焊接方向如何,都能确认焊缝位置坐标及熔池深度的测量。
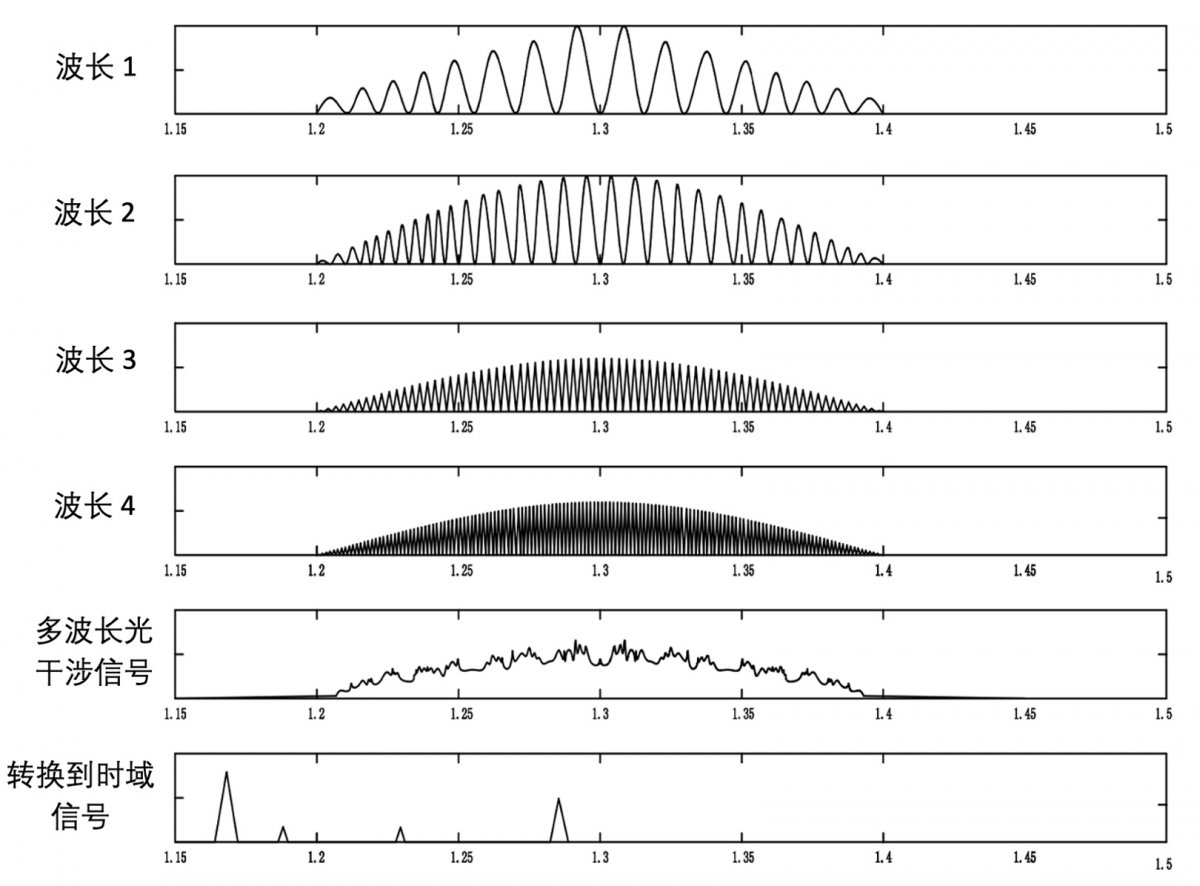
图1 多波长光干涉示意图
激光焊接OCT在线检测系统的组成
激光焊接OCT在线检测系统组成结构和工作原理如图2所示。在OCT传感器中,来自光源的光束被分成参考光路和测量光路。分离的光束在参考反射器处和加工表面处反射,重新组合并由光谱仪处理,实现高达微米级精度的测量。通过将谱域OCT系统与激光焊接系统的结合,可以在焊接过程中,无接触、在线对焊缝质量进行监测。
将OCT测量值与实际焊接熔深进行比较,验证了OCT技术对激光焊接熔深的测量是可行的。实验结果表明,熔深拟合曲线与熔深金相图片比较,测量平均精度可达几十微米量级。
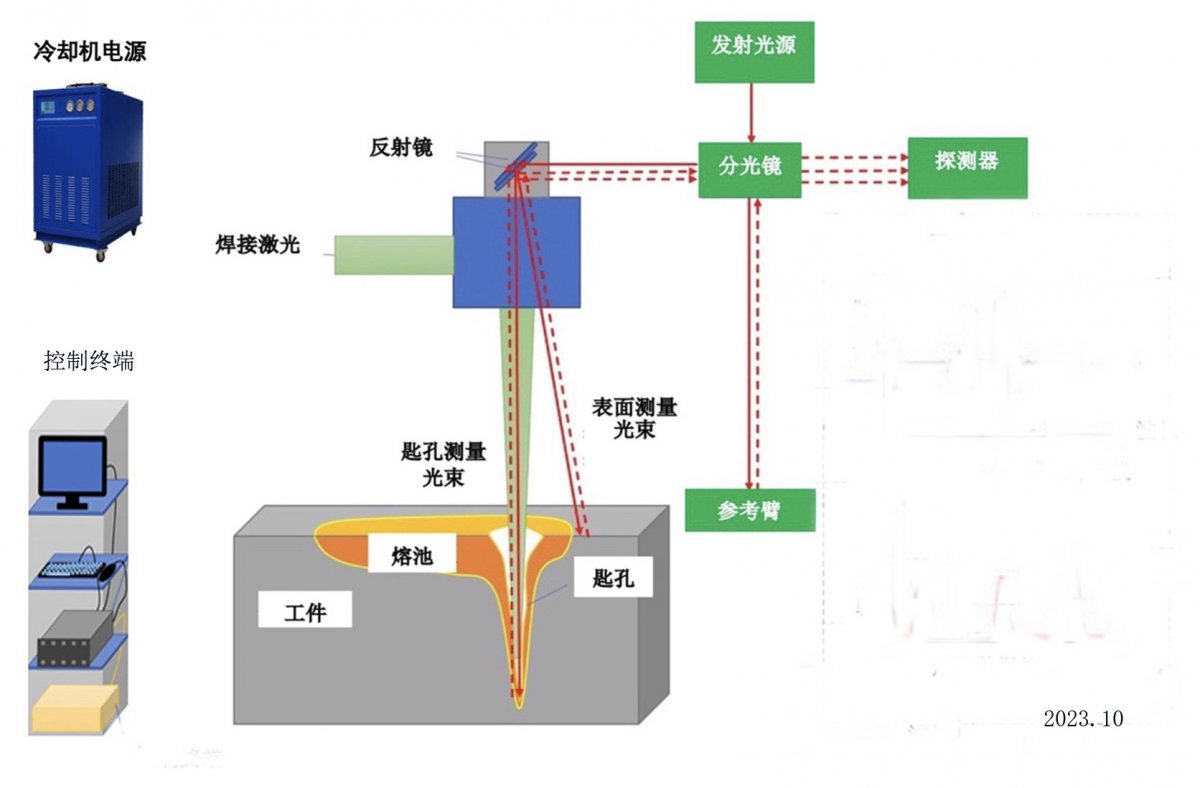
图2 激光焊接OCT在线检测系统组成示意图(该图片由广东省焊接工程技术研究中心提供)
OCT扫描光束以高速率扫描工件表面,一次扫描周期直接覆盖焊缝表面、熔池和焊后焊缝。设备可适配固定式焊接头和振镜焊接设备。对于电池行业的应用,电池转接片的焊接有铝和铜异种材料,可测量焊接处的熔深。如电池极耳焊接,可实时检测整条焊缝熔深,超出熔深范围即判定该焊缝为不合格。又如汇流排焊接,可实时检测整条焊缝熔深,识别虚焊、过烧等缺陷。
激光焊接OCT在线检测系统应用的意义
终结国外垄断,攻克卡脖子技术。当前国外主导了基于 OCT 的激光焊接检测技术,进口检测设备售价百万元人民币,并且设备兼容性受限,难以适配业内普遍使用的国产焊接设备,导致客户需要额外购买昂贵的进口焊接头或振镜系统。这意味着不但需要购买国外的检测设备,还无奈要搭上进口焊接设备。
实现产品化,关键部件国产化。高端设备需与用户密切配合,量身定制开发出先进实用的算法。本地化的团队与生产一线磨合调试优化,测量效果往往可超越国外同类产品。这是国外厂商难以做到的。
促进汽车和新能源行业发展,提高竞争力。国内企业现多数使用属于间接测量的光电检测方法,背后的原因主要是为了规避由于缺乏有效检测而带来的潜在诉讼风险,但这种方法无法测量熔深。取而代之,采用先进可行的OCT直接测量法无疑可提高产品的安全性以及耐用度。
激光焊接OCT在线检测系统的应用范围
广州正田科技有限公司研发的激光焊接OCT在线检测系统 LWI-OCT属国际领先技术,代表中国在先进制造领域的突破。激光焊接在线检测拥有庞大的工业需求,适用于各种激光焊接场景,在汽车制造、动力电池、储能设备、航空航天、精密电子设备、医疗设备等行业,特别是在新能源电池和精密电子设备领域有着重要用途,可显著提高工业产品的生产效率和质量。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

