激光焊接的适应性强,激光束穿过电磁场时不会发生偏移,并且可以穿过透明材料进行焊接,在真空中也可以进行焊接,其应用领域广泛,主要应用于汽车、船舶、航天、电子等领域。起初激光焊接以自熔焊方式为主,其对焊接板材的对接精度要求较高,随着技术的快速发展,出现了激光填丝焊、激光-电弧复合焊、双激光复合焊等[1]。01
激光填丝焊工艺技术介绍
激光填丝焊是在焊缝中预先填入特定焊丝或在激光焊接过程中同步送入焊丝来形成焊接接头的工艺方法,其焊接过程如图1所示,在传统激光焊接的基础上搭配伺服送丝机构就可以实现激光填丝焊接。
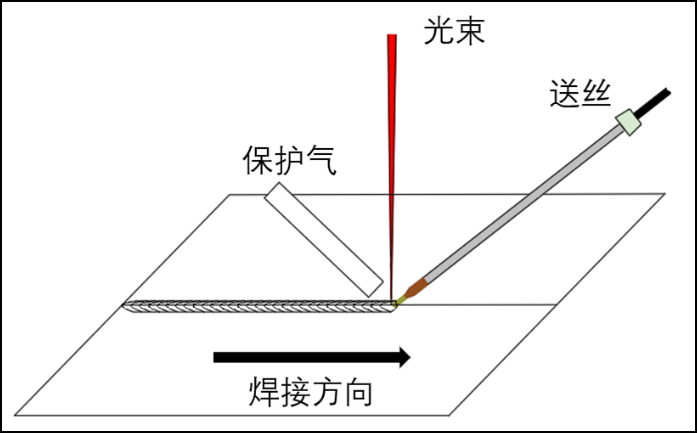
图1 激光填丝焊过程示意图
02
激光填丝焊工艺的特点
相较于激光自熔焊,激光填丝焊具备降低装配精度要求、冶金调整方便、较小功率实现厚板材料焊接等优点[2],具体如下所述[3]:a)降低工件装配的精度要求。为避免激光泄露现象,激光焊接中需将焊接间隙控制在光斑直径尺寸范围内,使加工成本大大增加。而且焊接间隙影响焊接过程的稳定性及接头成形质量。通过填充焊丝,不仅能减少激光的泄露,而且能降低工件加工与装配时的精度要求。b)可以方便对焊缝进行冶金调整。焊丝的加入可以补充熔池中烧损的合金元素,通过调整焊丝的成分,例如向焊丝中添加抗裂合金元素,即可对焊缝进行冶金调整,使接头达到特定的性能。c)可利用较低功率的激光设备实现厚板的焊接。通过对厚板进行开坡口处理,采用多道激光填丝的方式实现厚板材料的连接,其热输入相对激光电弧复合焊接来说较少,有利于减小工件变形。
03
锐科单模组RFL-C4000激光器激光填丝焊
锐科单模组4000W激光器具有更高的光电转换效率,更好、更稳定的光束质量,更强大的抗高反能力,同时引入优化的第二代光纤传输系统,相对于市场其他同类型激光器优势明显,图2所示为激光器外观。本应用工艺案例采用锐科激光RFL-C4000(50μm)激光器针对压力容器用3mm、5mm不锈钢板开展激光填丝焊工艺优化试验。

图2 4000W单模组连续光纤激光器
采用φ1mm的ER-308L焊丝进行填丝焊接,焊接速度为0.9~1.2m/min,焊接热输入少,与激光电弧复合焊接相比,其晶间腐蚀检测均合格,具体图3和图4所示。
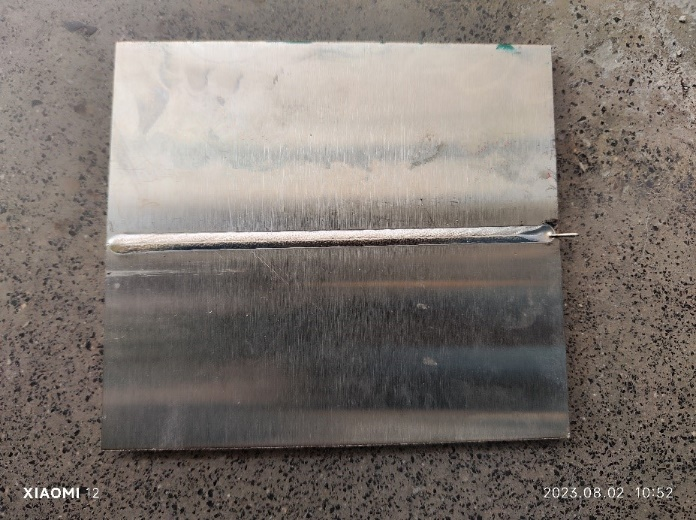
图3 焊缝成形外观3mm板(上);5mm板(下)
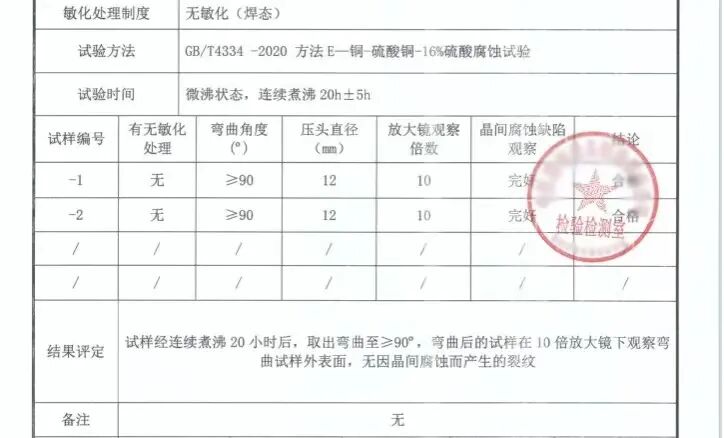
图4激光电弧复合焊接不锈钢晶间腐蚀结果(上);激光填丝焊晶间腐蚀结果(下)
此案例选用常规单模组连续光纤激光器搭配摆动焊接头即可简单的实现激光填丝焊,低成本实现高效能。同时,对于加工效能追求更高的企业,可选用锐科激光C4000M高端系列,总线控制及光闸可选,实现一机多工位加工,现场调试更便捷,激光器利用率更优!
04
结束语
本文案例主要描述了锐科单模组RFL-C4000激光器在对应材料和接头方式下的激光填丝焊工艺参数及焊接效果,在一定程度上为激光填丝焊工艺方案的选择和设计提供了一些实例参考。另外,在激光填丝焊过程中,由于焊丝是在吸收激光热量后被动熔融以实现对焊缝熔池的填充,因此对于焊丝的吸热熔化过程、熔池中的对流过程以及冷却凝固后的焊缝成形质量势必会受到焊丝与光束落点的相对位置的影响,因而在焊前需要依据相应的工艺规范对光丝位置进行观测确认。
[1]张如意.Q460高强钢万瓦激光填丝焊工艺参数研究[D].宁夏大学,2022.[2]崔紫微.铜/不锈钢激光填丝焊接接头组织与力学性能研究[D].吉林大学,2021.[3]吴世彪.SUS301L奥氏体不锈钢激光填丝焊工艺与接头性能研究[D].吉林大学,2019.








 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

