






玻璃钻孔加工的当前背景
玻璃具有良好的透明性和化学稳定性,在生活中应用非常广泛。在医疗、化工、光伏等特种玻璃领域,随着科技水平的发展,需求也在逐年增加。以下是一些常见玻璃的分类及其加工特性: 1. 钠钙玻璃、超白玻璃和K9玻璃 ● 钠钙玻璃(普通玻璃) ● 超白玻璃(低铁玻璃) ● K9玻璃 这类型玻璃具有良好的韧性和硬度,适用于0-20mm厚度的钻孔。 2. 高硼硅玻璃和石英玻璃 ● 高硼硅玻璃:透光性能优异,热膨胀系数极低。 ● 石英玻璃:常用于光学镜头,具有极高的硬度。 在加工这类型玻璃时,通常使用热胀冷缩法或激光裂片法。随着激光技术的不断发展,激光玻璃钻孔逐渐成为一种新的加工选择。对于高硬度玻璃的加工,需要使用高峰值功率的激光器。 3. 钢化玻璃 钢化玻璃是一种预应力玻璃,通过化学或物理方法在表面形成压应力,从而提高玻璃的强度和承载能力。其抗风压性、耐寒暑性和抗冲击性都得到了增强。然而,钢化玻璃在加工后不能再进行切割。当钢化玻璃破碎时,碎片呈蜂窝状钝角颗粒,减少了对人体的伤害。 不同玻璃类型在不同应用场景下都有各自的优势和加工要求,选择合适的加工方法和工具是确保加工质量的关键。 激光玻璃钻孔的优势 玻璃钻孔是玻璃生产和深加工中的关键环节,其重要性不言而喻。目前,传统的玻璃切割工艺主要包括刀具CNC切割和水刀CNC切割两种方式。对于小型企业或预算有限的企业来说,这两种传统切割方式由于高昂的成本难以推广使用。 激光玻璃钻孔作为非接触式加工,利用聚焦后的高能量密度的激光束将玻璃融化甚至气化。激光利用玻璃的透光性将焦点聚焦在玻璃最底层,通过2.5D振镜进行高速扫描,从下往上将玻璃一层一层去除,可加工不同厚度不同种类的玻璃。激光切割玻璃除了初期成本投入外,无需后续的耗材成本,逐渐成为玻璃加工行业的重要选择。
本次采用杰普特YDFLP-M8-200-S-W-V2激光器,搭配2.5D振镜,以及三维切割软硬件系统进行实验,可以实现常规圆孔或异形玻璃的打孔切割。相对于传统的机械钻孔而言,这套系统加工效率高、维护成本低、热影响小。
01 激光器参数对玻璃钻孔的影响
①脉冲宽度对玻璃钻孔的影响 下面是对超白玻璃进行钻孔实验,圆的孔径大小为10mm,厚度为3mm,分别采用6ns模式,9ns模式,12ns模式对应的截止频率测试脉宽对玻璃切割的影响。 图1 不同脉宽和频率切割的效果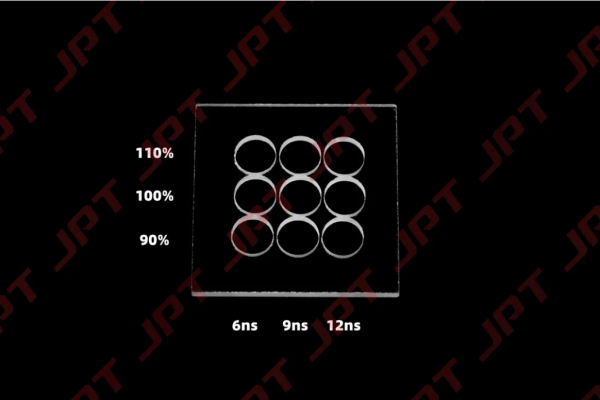
图2 崩边平均值(左)和最大值(右)测量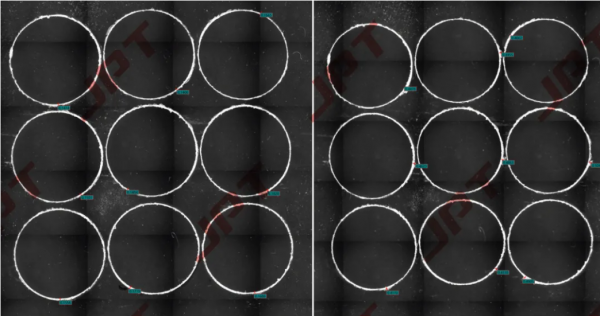
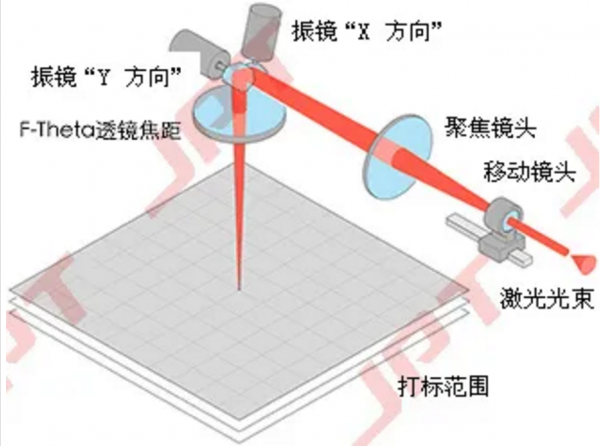
通过实验可以得出结论,9ns的崩边平均值和崩边最大值控制得最好,随后是6ns同样有着不错的崩边表现,12ns的崩边平均值和最大值略大,分析原因是12ns下热量堆积造成崩边。合适的单脉冲能量和峰值功率对于控制崩边有着重要的影响,相同脉宽下更高的单脉冲能量,更高的峰值功率有着更好的加工效果。 ②重复频率对玻璃钻孔的影响 通过实验可以得出结论,重复频率为截止频率时,加工效率最高,加工时间减小降低了热量堆积,崩边相比90%和110%最小,截止频率以下时输出平均功率低导致效率偏低,截止频率以上时单脉冲能量和峰值功率下降导致效率偏低。 ③功率对玻璃钻孔的影响 激光器的功率影响着加工的效率和时间,为了进一步探究激光器功率对效率的可观影响,实验采用同一参数仅改变功率百分比的方式进行测试。参数选择9ns 模式280k频率,功率百分比设置为70%,80%,90%,测试3mm厚白玻璃钻10mm直径孔的效率。 通过实验可以得出结论,随着平均功率的提高,激光峰值功率提高,相同厚度相同孔径钻孔所需时间减小。 02 激光异形钻孔实验 激光器输出激光束,振镜电机通过高速移动实现激光束的高速移动,再经过F-Theta透镜聚焦到工作范围,这种加工方式方便可控可调,为设备的自动化加工、集成一体化提供了一种具有竞争力的方案。 图3 振镜工作原理


下图展示了使用YDFLP-200-M8-S-W-V2激光器异形钻孔效果,崩边均小于400微米,边缘效果优异。
图4 异形钻孔效果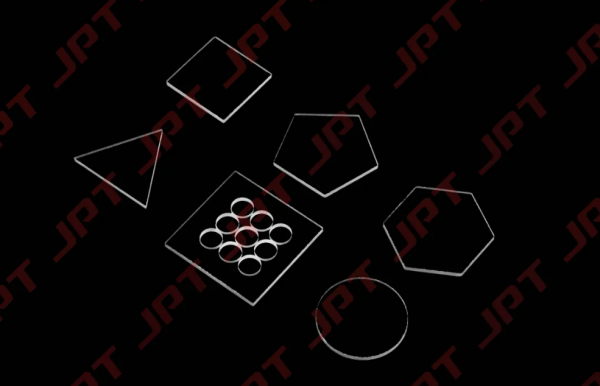
03 不同厚度玻璃钻孔实验
在玻璃钻孔行业,提高效率和降低成本是普遍的追求。解决行业痛点和难点是杰普特不懈发展的目标。更大的单脉冲能量和更高的峰值功率显著提升了加工效率。以下是使用YDFLP-200-M8-S-W-V2测试不同厚度和钻孔直径加工效率情况,仅供参考。
钻孔厚度/直径相对应的加工时间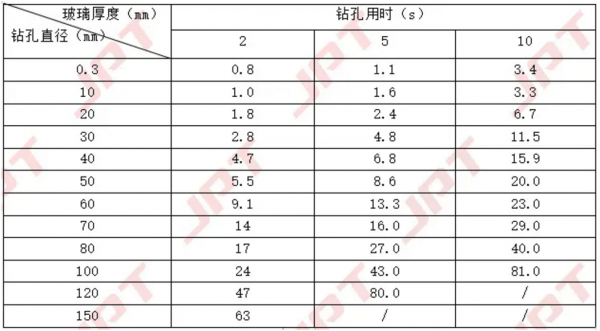
04 杰普特M8系列激光器 杰普特M8系列激光器采用主振荡功率放大的MOPA结构,自2021年推出以来,经过多次迭代升级和优化,针对不同应用开发了多种功率等级的激光器。中低功率激光器(如20瓦、50瓦)适用于对热量敏感材料的表面处理和刻蚀。中高功率激光器(100瓦至300瓦)在深度切割、深度雕刻和玻璃磨砂处理等高效率、高要求的应用中表现出色。 图5 YDFLP-200-M8-S-W-V2 外观图
在保持杰普特M7系列脉冲频率独立可调功能的基础上,M8系列对脉冲峰值功率和光束质量进行了重点优化。该系列在高功率工作条件下仍能保持优异的光束质量,峰值功率可达300KW。高效的M8系列激光器为工业自动化加工领域带来了全新的高效加工方式。
图6 YDFLP-200-M8-S-W-V2 性能指标与峰值功率曲线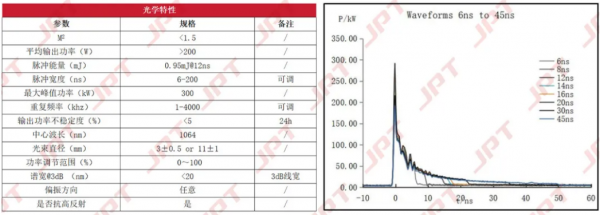
05 复杂材料特性应用
根据M8系列高峰值激光器的特点,可以实现一些普通红外光纤激光器无法做到的效果,比如在塑料上进行打标。常见的塑料种类很多,通常1064nm红外光纤激光器被认为不适合在塑料材料上打标,普遍使用的是紫外固体激光器或CO2激光器。然而,高峰值激光器的低热量特性使这种打标成为可能。

图7 POM塑料和ABS塑料打高对比度颜色效果
相比传统接触式加工中存在的各种问题,高峰值高功率激光器的非接触式加工方式优势显著。尽管初期投入较大,但后续加工的稳定性更强,且持续投入更少。在加工具有复杂材料特性和物理特性的应用,杰普特M8系列高峰值激光器凭借其优异的光束质量和可调的参数选择,能够轻松应对并高质量完成。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

