





Coherent公司开发了一种专利技术,在室温条件下使得CO激光器在5-6μm的极高输出功率下高效运行,并持续数千小时。Coherent公司新型CO激光器采用了多年来应用于该公司CO2激光器上的大部分技术。Coherent公司开发出波导和板状设计的CO激光器,从而可以进行高平均连续波功率和高峰值功率脉冲操作。CO激光器的输出功率大致是CO2激光器的70%。例如,Coherent公司J-3系列中的CO激光器能产生约230W的功率(室温条件下),输出波长为5μm;而同样的J-3系列CO2激光器能产生340W的功率,输出波长为10.6μm。
在5μm波长进行材料加工有很多好处,最大的好处是“轻质材料”间的相互作用。在5μm输出时,由于不同的吸收率,和CO2激光器输出相比,相互作用大为不同。在很多膜剂、聚合物、印制电路板(PCB)电介质、陶瓷和复合材料中吸收率更强。波长5-6μm的激光在硫属化物和重金属氟化物纤维中的极低衰减量为纤维间传递提供了可能。

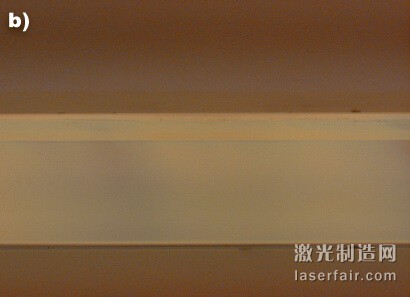
微分干涉相差显微镜下的0.77mm厚康宁 CT24玻璃的横截面。使用CO2碳激光器 (约10μm)
(a)切割的部件显示了剩余应 力,而使用CO激光器(约5μm)(b)切割 的部件则无缺陷。
这种吸收率的不同会产生重大影响,比如玻璃切割。在CO2激光器玻璃切割中,10.6μm的波长输出在玻璃表面被大大吸收。玻璃表面产生的热量随后必须扩散到整块材料,因此需要使用水喷射冷却来产生热冲击,这会在玻璃上形成一道划痕。对于更厚的玻璃基质来说,还会产生机械断裂。CO激光器切割玻璃的整个过程也是这样,但是玻璃对于5μm波长输出的吸收率要低得多。因此,光直接穿透玻璃表面,并进一步进入整块材料,使得整块玻璃的热量分布更为均匀。Coherent公司的测试表明这项技术有很多重要益处,包括不会造成表面融化,不会产生裂纹,不会对玻璃产生残余应力。结果就是会得到切割质量更好、更坚固的玻璃,工艺窗口也更宽广。(图示)
CO激光器另外一个重要优点是能够进行放射状(自由形态)玻璃切割。与之相反,CO2激光器只能进行直线切割,因为固有的圆形输出光束必须重塑成光束线来分散表面产生的热量。在智能手机屏幕应用中,曲线切割尤为重要,因为会需要弯角或多种形状来搭配按钮和控制键。使用CO激光器能实现曲线切割和自由形态切割,其圆形光束直接穿透进入玻璃,不会存在难以控制的扩散过程来产生不利的热效应。
5μm波长输出的CO激光器主要优势还在于能够聚焦于一个更小的光斑,聚焦深度更广,可以钻出更小的孔,切割的切口宽度更窄。CO2激光器所能实现的最小光斑尺寸约为55μm,而CO激光器则小于25μm。另外一方面,在光斑尺寸大小相同的情况下,可以使用更小的光学器件以更短的波长来完成。这样在光学系统设计时,可以选择更小/更快的检流计反射镜。使用短波长产生更长的焦距可以导致一个更大的工艺窗口,从而为区域加工提供更大的视野。
另外一个在玻璃上的重要应用是微小孔钻削,比如应用于3D电路组装插入器上。这一应用再次利用了聚焦性能和受控的激光与物质的相互作用。可以加工微小孔,实现深度控制,不会产生热损伤。
这一新型激光技术的出现,推动了一种新型波长的应用,有望开拓全新的应用领域,并助推材料加工市场现有的很多应用的发展。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

