






数字印刷技术的革新与发展极大改变了标签制作和生产的现状。有了灵活的印刷设计,轻松改变切割形状,以便使形状契合匹配需求就变得十分重要。传统上,标签切割是由机械压模机和分切机刀片完成的,在这种情况下,用户一个生产轮班进行一种设计规格的生产。储存多种模具的高昂成本及复杂的物流工作使得切割多种形状变得难以实行。而且,由于换刀引起的停机造成了生产效率的下降,而这往往对运营成本具有决定性作用。带有高速扫描头的激光切割将这个工作变成了非常有活力且简单灵活的过程。切割设计可以通过软件随时随地完成,而且不需要中断生产线。

激光切割的一个应用是使用CO2 激光束进行高速标签切割。泛泛而讲,这种应用被划分在转变型加工一类,业内一般认可的定义是,对一卷材料进行“加工”,使其变为另一种形式的工艺。其中包括切割标签、多孔塑料、纸膜;为折叠纸盒切边;刻划易撕型食品袋等等。
激光加工有诸多优势。除了可以对新设计随时进行数字化灵活更改外,非接触式加工带来的产能提高也是不容忽视的重要收益,尤其是如今标签变得越来越薄,这些工艺特点使用户可以按照要求的深度对其进行选择性的“吻切”。同时,激光切割加工没有耗材(即没有机械磨损件),工艺可重复性强(激光器不会产生钝化问题)。因此,激光、数码、非接触式技术的性能优势非常令人瞩目。
标签市场
市场分析师预计,受到新兴市场以及制药、食品/饮料容器、化妆品等终端市场的拉动,2016-2020年期间激光切割市场会出现6%的强劲复合年均增长率(CAGR)。虽然与预计增长较快的传统机床相比,激光切割市场的增长相对较慢(小于1%),但因数码印刷的发展和演变,预计激光切割市场会以较快的速度发展。许多公司已开始研究激光切割标签的优势。
来自英格兰约克郡的AB Graphics (AB平面国际有限公司)就是这样的一家企业。该公司在过去将近10年内,开始从事激光标签切割设备的制造。他们看到与传统机床技术相比,使用配置美国新锐(Synrad)公司的CO2 激光器的激光切割设备展现出明显的加工优势。AB Graphics的总经理Mike Burton表示,“如今,激光切割虽然还有许多局限,但数码印刷的发展为激光加工开启了机遇,因为它是小批量定制产品加工的理想工具。可以通过网上接受客户的CAD文档设计订单,快速地传给数码打印机终端,然后再进行数码激光切割。这种端到端的数码加工节约了换刀、换模具所需要的时间,不仅提升了加工速度,还获得了更大的加工自由度。如果没有激光切割机,就无法采用真正高成本效益的方法,来满足客户的快速换批需求。”
图1:AB Graphics公司的Digilase系列的激光标签切割机。
激光加工解决方案提供了令人信服的价值主张。它可以为客户节约数日到数周的换刀停机时间,并提供了最大的灵活性。如,最简单的设备平板模切机床,单单是刀具加工成本就要100美元以上,新刀具的设计还需要花费数天时间。半旋转柔性模切刀具和旋转模切刀都面临类似的问题,而且这些刀具的工装成本还更昂贵。半旋转模切刀具的加工成本要几百美元,而且需要3-5天的交付时间。全旋转模切刀具成本介于1000-2000美元,交付时间约2周。很显然,交付时间长、不能满足快速设计变更对生产能力造成很大的制约性。“激光设备现在只占到标签切割市场的1-2%,”Burton补充道。“这种机械式设备非常适合长时间重复加工的需要,并且成本比激光设备低4-8倍。因此,激光设备的成本并没有体现出优势。然而,由惠普indigo数码印刷机引领的数码印刷技术革命渐渐成形并持续深化,未来几年对于激光加工机械的需求势必会不断增长。” AB Graphic 公司主要设计并销售由两个Synrad 200W CO2 激光器进行驱动的Digilase系列的激光标签切割机(图1)。
优化标签的激光切割工艺
在标签切割应用中,为了获得最高的生产效率,尽可能让标签材料吸收更多的激光能量是非常重要的。使用CO2激光器可以实现对大多数塑料和纸质标签的高品质切割,因为这些材料可以很好地吸收激光器生成的长波。烧焦后并散发出有害气体的乙烯基标签除外。
为了进一步优化标签的激光切割工艺,要考虑到某些特定的标签材料以及它们会如何吸收CO2 激光器发射的不同激光波长等因素。标签片材含有不同层的材料。有底纸背衬、胶黏剂涂层的塑料或纸质标签,然后上面再敷上一层作防护的清漆或复合涂层。首先,最上面的一层会吸收最多的激光能量,因此,这一层材料的吸收特性尤为重要。例如,与常规的10.6μm激光波长相比,一般情况下聚丙烯标签(一般用作施胶标签)对10.2–10.3μm的波长具备更好的吸收性能。这样,就可以将激光功率调整在这个水平,以提高生产率和加工质量。
测试样例的设置
在这个特别测试中,一款配置了Synrad专用p250 CO2 激光器的动态三轴激光打标系统 Flyer 3D 能够在较大面积范围的产品线上快速准确的打标。Flyer 3D子系统的字段大小为400 × 350mm,聚焦光斑尺寸为282μm。在高速加工时,最好配置带有高速振镜的扫描头系统,以便对光束进行操纵和调控。X-Y绘图机对于量产级的生产而言,其加工速度显得太慢。另外,p250 CO2 激光器出色的稳定性使标签切割深度具有优异的一致性,因此,即便是长时间加工后,依然可以保持恒定的加工质量。
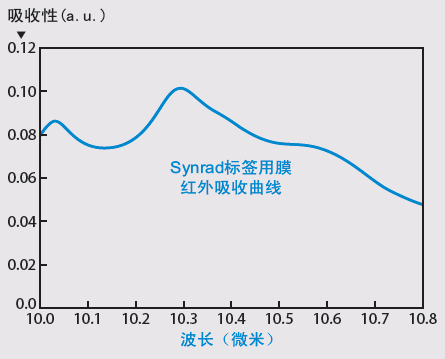
图2:聚丙烯(和双向拉伸聚丙烯)标签用膜典型吸收曲线。
采用实验配置,对用厚度为0.1mm的聚丙烯膜制成的Synrad标签片材进行切割测试。p250激光器以50kHz的脉冲宽度调制(PWM)、45%的占空比运行。这种高重复率的脉冲合并在一起,可以对材料进行连续的切割。扫描头的平均功率为275W。在标准的10.6μm波长上,标签的激光切割速度为4064mm/s。由于聚丙烯标签材料(图2) 的吸收率提高,当采用10.2/10.3μm波长的激光器时,切割速度可以增加1.5倍。另外,聚丙烯层传导到底纸背衬的能量损失减少,使得擦痕可以降至几近忽略的水平。标签可以很容易地从背衬片材上撕下,边缘清洁、光滑,熔融很少(图3)。
图3:标签的切割视图(见上图中心位置抬起的部位)。
结语
CO2 激光器展现了在选择性加工应用,如标签切割方面的能力。在这种情况下,需要灵活切割多种在加工过程中形状容易变化的材料。而且,通过优化CO2 波长使之与标签材料相吻合,使其与传统波长为标准的10.6μm的激光系统相比,可以提高切割速度和质量。这点不仅在实验室中,而且在生产现场均得到了证实。Burton认为,对于AB
Graphics公司而言,“由于已亲自见证了我们客户在标签切割方面所获得的品质改善,我们将主要生产波长为10.2μm的激光切割系统。”
尽管本文探讨了波长为10.2μm的激光器相对于10.6μm波长激光器在加工聚丙烯标签方面的优势,但值得一提的是,CO2激光器还可以在激光波长为9.3μm的条件下运行,从而能对其它类型的标签膜材料进行优化加工,如常用于套管式标签的PET材料。当激光器波长与项目特定用膜的吸收特性相契合时,便可以实现加工质量和效率的最大化。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

