





齿轮广泛应用与汽车制造、医疗器械、机械制造、航空航天等领域。齿轮的焊接工艺直接影响产品性能。传统焊接工艺存在热输入量大、易变形等缺点无法满足齿轮的高精度要求。真空电子束焊和激光焊均能满足齿轮焊接工艺要求。真空电子束焊需要真空环境,效率较低,设备价格昂贵,不适合工业生产。因此齿轮焊接选用激光焊较为适合,激光焊接工艺成为了齿轮焊接应用的重要条件。
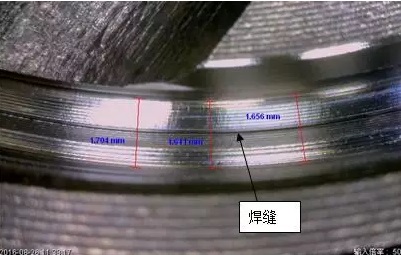
光纤激光的高能量密度光斑作用材料表面后,可以得大深宽比(焊缝熔深与熔宽的比值)焊缝。通过适当的工艺调节,焊后齿轮变形量微小,无需后续处理。激光焊接装配间隙要求是限制其应用的主要原因之一,而齿轮装配均为过盈配合,因此焊接过程中间隙配合要求基本可以忽略。
齿轮装配形式
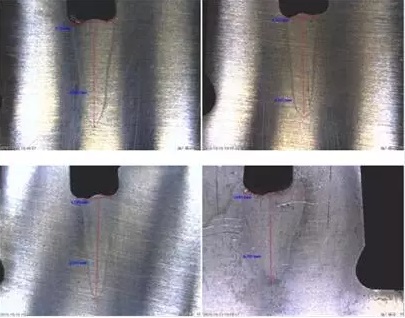
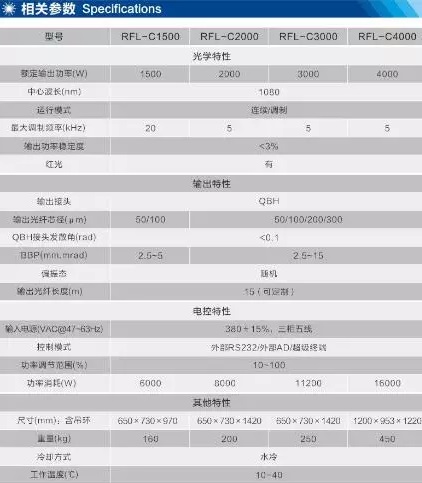
采用锐科RFL-C1500激光器进行焊接试验,对齿轮进行焊前处理,在不同焊接速度下获得焊缝熔深和熔宽,部分焊缝形貌如图所示。从图中可以看出焊缝呈明显的“钉子形”,无明显焊接热影响区,焊缝无气孔、裂纹等缺陷,可以满足大多数齿轮焊接工艺要求。
齿轮装配形式
光纤激光焊接具有焊接速度快,焊后变形量小、无需焊后处理等特点广泛应用于国民经济各行各业。武汉锐科光纤激光技术股份有限公司是一家专门从事光纤激光器研发和生产企业,同时为客户广泛提供不同应用工艺技术支持。为客户提供高品质光纤激光器是锐科人不断努力和前进的动力。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

