






回顾以往,我们证明,使用长脉冲切割可以获得更高效率。QCW准连续激光器比灯泵Nd:YAG激光器更加紧凑、免于维护,而且,其低功率、低成本、低热输入、高脉冲能量、高亮度、高电光转化率的特性为其赋予了高质量切割的优势,
-
使可切割的厚度大大增加
-
满足了低功率单模激光器和高功率多模激光器切割之间存在的需求空白,能对各种厚度的材料进行切割

IPG Photonics的QCW准连续光纤激光器,具有优越的调制和脉冲波形整形(波形编辑)能力。脉冲调制使QCW在切割、焊接、打孔、表面清洗等应用中能够显著提高加工质量和速度,可进行10-100%调制,爬升时间仅为10 μs。
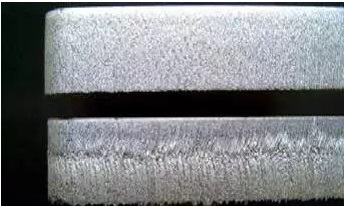
下图展示的是10mm 不锈钢采用调制(上方)方式和无调制(下方)方式切割样件的效果对比。
下图展示的是平均功率为600 W、峰值功率为6000 W的QCW准连续激光器5D长脉冲切割应用,切割的是厚度为3.5-6 mm的不锈钢器具。从图中我们可见,切缝边缘整齐、切割质量良好。

下图展示的是平均功率为150 W、峰值功率为1500 W的QCW准连续激光器对汽车连接杆划线应用,材料为铸铁的连接杆,要求划线缝宽为0.2-0.3 mm,划线深度为0.5 mm,相对于灯泵YAG,免维护,而且极具效率。

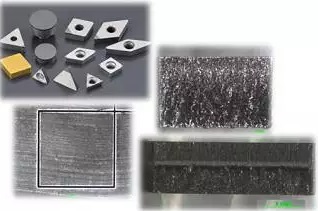
QCW除了切割金属材料,还可以高质量切割聚晶金刚石(Poly CrystalDiamond)、立方氮化硼(Cubic Boron Nitride)和碳化钨(Tungsten carbide)和其他非金属材料如下图所示。
谈到QCW切割非金属材料,就不得不提蓝宝石、陶瓷等脆性材料。这些材料的切割、划线等应用对热能很敏感,对精确度有极高的要求。QCW能为这些脆性材料的切割、划线带来的如下优势,对于稳定的规模生产而言至关重要
-
更灵活的光源,获得更洁净、均匀的切口,切割边缘无裂纹、无崩边
-
对于蓝宝石切割,Ra典型值<2 μm,横截面厚度分别为0.4/1/2.8 mm时,切割速度分别为12/9/3 mm/sec
-
为客户提供了满意的切割速度和质量,成本低,可替代昂贵的皮秒激光系统
-
满足精密加工时所需的设备及工艺精确度以及严谨的进程控制
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

