






图1、GKN 公司发布的用于火箭的激光送丝制品
采用机器人为操作系统的激光送丝增材制造系统进行了沉积316Si的实验。对得到的样品的组织和性能进行了分析。沉积样品分两种:薄壁强试样和块体试样。制备的样品扫描间隙的时间也分为两种,短的和长的扫描间隙。研究发现,由于不同的扫描间隙造成的热历史时间不同而对得到的样品的组织和性能造成非常大的影响。薄壁墙试样扫描间隙时间短,得到粗大的柱状晶、较低的拉伸强度以较低的硬度。与之相反,块体试样的扫描间隙时间长,得到的柱状晶较细小、拉伸强度较高、硬度也较高。同时对熔池进行了在线监测。还建立了熔池和冷却速率之间的经验公式,用于通过控制熔池尺寸来实现对凝固组织的控制。而且,为了研究其各向异性行为,对垂直和平行于试样沉积方向的拉伸强度进行了测试。结果表明,垂直于制造方向的拉伸强度和延伸率,对薄壁试样和块体试样来说,均较低,这表明层间或熔池间由于未熔气孔存在而存在弱结合。
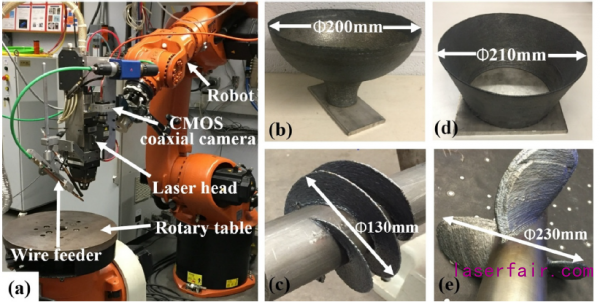
图2、机器人激光送丝系统及其制备的样件
增材制造在健康、汽车、模具、乃至航空航天有着较多的应用。增材制造之所以应用的发展非常快,是因为该技术可以制造出复杂形状、减少制造周期、不需要额外的机加工和支撑等。该技术已经成为制造小批量高附加值部件最经济且有效的制造手段。增材制造种类繁多,但主要分两大类,直接能量沉积(DED)和粉末床(PBF)。其中DED是一种通过连续喂送金属粉末或丝材到指定位置,同时激光束或电子束等能量对其进行熔化。热源相对于基材以预设的轨迹来运动。从而形成预设的制品。
激光直接沉积(LDMD)是DED的一种,有着多种称呼,如3D激光熔覆、SLM、LMD、DMD、DLD等。并且该技术在诸多领域得到了应用。LDMD的优点较多,如打印功能梯度材料(FGM)、修复高附加值材料、在部件表面施加涂层用于提高耐磨、耐腐蚀等性能。同时还可以打印打的泊松比、负的泊松比;甚至是负的热膨胀系数的材料。
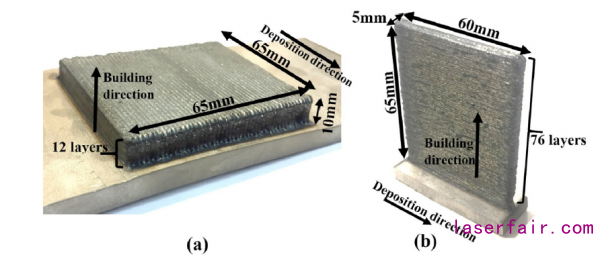
图3、机器人激光送丝系统制备的薄壁墙和块体样品
激光送丝直接沉积是采用送粉增材沉积的一种方式,最近颇受重视。激光送丝具有丝材成本低(丝材比粉末便宜)、沉积效率高(对钛合金来说可以达到40 lb/h)、材料利用率高、对环境清洁无污染。国际上著名的公司如GKN和橡树岭国家实验已经发布了采用激光送丝系统制备了大型的结构件用于航空航天(见图1)。这一结构件采用其他增材制造技术是很难制造出来的。除了以上激光送丝的优点外,实验还证明激光送丝在工艺上难以控制。主要参数有激光功率、送丝速度、激光扫描速度、搭接率和抬高量等必须精确控制以获得稳定和可可重复的工艺以避免常见的缺陷生成。实验还表明由于在加工过程中热传导模式会从3D到2D传热以及传热的复杂性(熔池动力学)。因此,非常有必要采用在线监测系统来保证加工的稳定性和可重复性。同时在加工过程中送丝速率、激光功率、热导率等,这些参数的微小变化都需要采用在线监测技术以确保制品性能的均一性。Herali等人尝试在激光送丝时配以反馈系统已保证熔池的高度和宽度不变,从而确保最大程度的稳定性。Yaoyu等人采用激光头上安装同轴相机监控熔池,辅以PID控制器成功的实现了调节激光功率来保证熔池的稳定性。
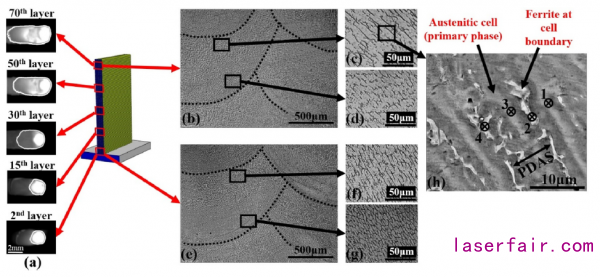
图4、薄壁墙样品的在线监测及其组织
现有的文献大都以增材制造的产品同传统工艺进行对比,其性能几乎相当。然而增材制造产品的组织和性能颇受关注,这是因为该工艺存在复杂的热历史过程。Hederick在综述中指出,研究热历史和组织演变的关系至关重要。许多研究工作多集中在认知热循环对显微组织和性能的研究上。在LMD工艺中热历史过程包括快速加热和快速冷却过程以及一定的温度梯度。这对显微组织的影响非常重要,进而会影响到最终的机械性能。Yadollahi等人报道了工艺参数会影响熔池的动力学。进而影响热历史。工艺参数会影响到缺陷的生成。同时研究了层层之间的间隙对机械性能和显微组织的影响。结果显示较长的时间间隙导致高的冷却速率,从而显微组织较细小。SU等人研究了结构类型(常用的有两种:薄壁墙和块体)的组织变化。薄壁墙结构存在柱状晶且平行于制造方向,而块体试样的组织则呈现多个方向。但目前对激光送丝来说,公开报道还比较少。
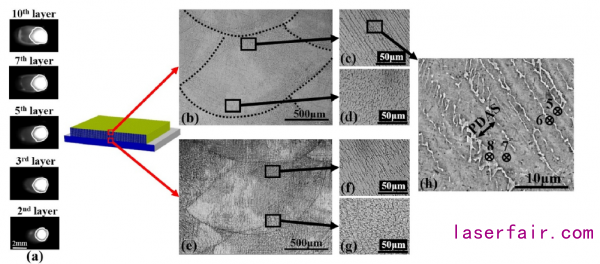
图5、块体样品的在线监测及其组织
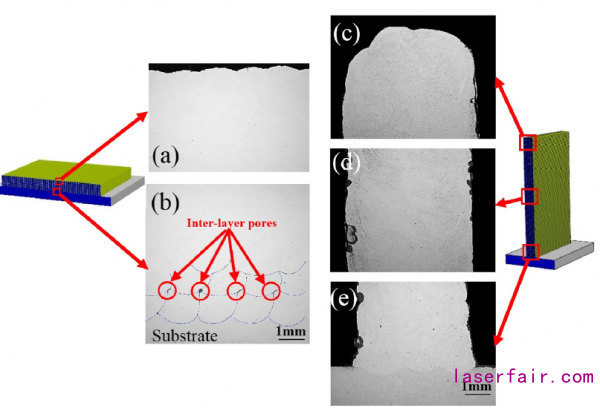
图6、试样的气孔检测
本文主要报道了采用机器人系统进行激光送丝的工艺研究,同时在送丝过程中采用了在线监测技术制造了薄壁墙和块体试样,并对试样的组织和性能进行了研究。

图7、电子束AM制造的部件
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

