






西班牙研究人员利用静电射流偏转技术设计了一种具有亚微米特征的超快3D打印方法。
本文详细介绍了这一新技术,阐述了为克服现有增材制造技术对生产速度的限制,提出了静电射流偏转法。从他们的测试中,研究人员发现静电射流偏转可以通过层层叠加纳米纤维来打印具有亚微米特征的三维物体,频率高达2000赫兹。
喷射速度和层层频率相当于打印速度达到0.5米s。?1平面和0.4毫米秒?1研究人员称,在垂直方向上,“比提供同等特征尺寸的技术快三到四个数量级”。
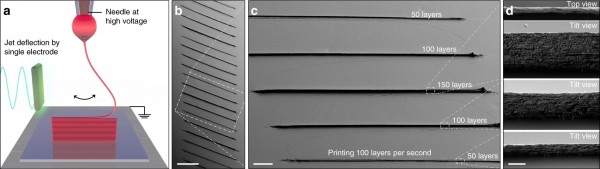
一面“墙”的3D打印原理图。
改进3D打印工艺
研究人员首先开始描述增材制造技术为今天的生产提供的好处,并写道:“增材制造已成为分布式定制产品生产的新范式,在几何自由设计、材料利用和缩短提前期方面提供了优势。”
尽管如此,已经进行了一些研究,目的是改进现有的3D打印工艺。例如,奥地利的研究人员探索了基于材料挤压的增材制造方法(ME-AM/fdm/fff)所需的必要改进,以便“迎接复杂工业应用的挑战“其他的研究也研究了快速打印速度对粘结剂喷射过程的影响,特别是在表面粗糙度和密度均匀性方面。
正如许多旨在改进现有增材制造工艺的研究论文所做的那样,本文的作者指出,目前3D打印技术存在一些限制,即生产速度、材料的可用性和组合,以及对它们的微结构和功能的控制。“此外,”作者补充说,“制造设备的成本和复杂性,使生产亚微米的功能,是令人望而却步的真正的分布式生产。”
特别是,基于喷头的3D打印技术提供了一个很好的例子,它提供了“无与伦比的多功能性”,因为它能够生产各种不同程度的材料制成的物体,从聚合物到金属,到陶瓷,到木材,甚至到生物组织。研究人员解释说:“这种无与伦比的多功能性来源于金属或聚合物熔体或溶剂型油墨的使用,这种墨水可以被配制成含有离子、分子、纳米粒子甚至活细胞形式的任何成分。”
然而,目前基于喷头的3D打印技术相对较慢,打印分辨率有限,因为打印线的宽度与喷嘴孔径的宽度相关,通常在几十微米以上。即使使用较小的喷嘴孔,这一过程也容易出现频繁堵塞和高粘性损失。
静电射流偏转技术
作者提出了一种适用于高分辨率三维打印的电流体喷射(EHD)方法,与其它基于喷头的三维打印方法相比,该方法适用于高分辨率的三维打印。由ETH Zürich的研究人员演示2019年。EHD喷射机允许打印亚微米的特性,没有堵塞喷嘴的风险,因为它可以使用多种墨水从宽喷嘴孔产生纳米大小的射流,粘度超过几个数量级。
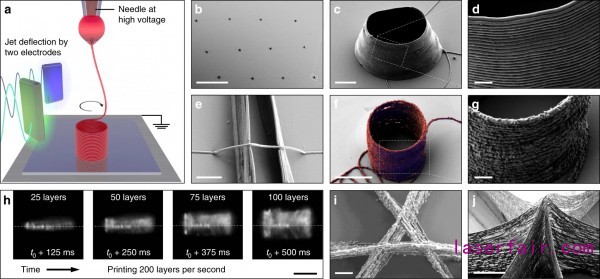
圆筒的3D打印原理图。
然而,由于电射流速度太快,无法被机械级精确采集,因此EHD射流还没有得到广泛的应用。“基于EHD喷射的现有系统使用机械级将材料定位在打印基板上。然而,机械级只能与长直线上带电射流的巨大速度相匹配,而不能达到在打印小复杂图案的同时保持这种速度所需的巨大加速度。“作者补充道。
为了克服EHD喷射过程的局限性,研究人员提出用电极来修饰电场。使用传统的ehd打印机,研究人员将电极放置在射流周围,并控制它们的电压,以横向加速度高达106米的速度连续调整其轨迹。?2。这使得喷射器能够进行超快的静电偏转,使纳米纤维被堆叠起来,以打印具有亚微米特征的3D物体。
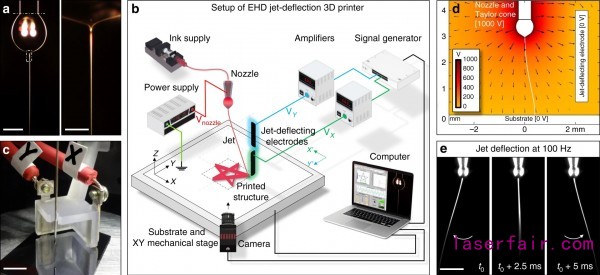
光学照片的喷嘴,墨滴(以下虚线),泰勒锥,和电喷产生1000V之间的喷嘴和打印基板(未显示)。
从他们的测试中,研究人员能够通过层层沉积高达100米的材料,以及非常高的纵横比和高速来打印物体:“快速喷射和这些高层次性频率转化为高达0.5米s的打印速度。?1平面和0.4毫米秒?1飞机外,即在垂直方向上,在生产等效特征尺寸时,挤压和按需下降的EHD技术比可实现的速度快三到四个数量级。“
最后,研究人员指出,EHD射流偏转打印技术的优势,正如他们在论文中所展示的那样,有可能使这项技术更接近于3D物体超快的可加性微制造。论文《基于静电射流偏转的亚微米超快3D打印》是由Levgenii Liashenko,JoanRosell-LlomPart,andreuCabot写的。文章发表在《自然通讯》。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

