






激光在显示器制造中的应用③:玻璃盖板和镜片切割
COHERENT 超短脉冲(USP)雷射和成丝技术可为玻璃和蓝宝石切割 带来出色结果。结合使用先进的光学器件,您可以针对特定加工任务进行精确的工艺优化。
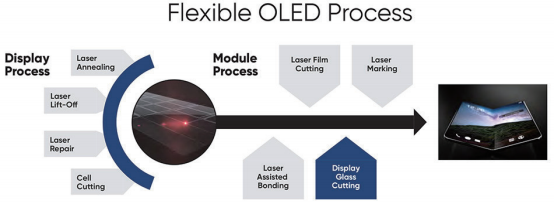
手机和其他行动装置的最终生产步骤之一是在显示器上放置一个玻璃盖板,并在镜头上安装防护镜片。为了实现经济高效的生产,这些元件都必须以较高的机械精度从大面幅材料上以最终形状快速切下。
这种切割产生的表面粗糙度和残余应力是一个重要的考虑因素,因为它们会影响最终零件的抗碎裂性能。碎屑也是一个考虑因素,因为这可能需要额外的清洁步骤来进行清除。另一件重要的事是,要避免在切割过程中损坏元件上的任何涂层或其他功能层。
基于成丝技术的超短脉冲(USP)雷射切割可满足所有这些要求。但具体的实施方式取决于工艺细节和生产经济性。关键因素包括镜片材料和厚度、切割长度和形状以及必要的产出速度。
USP 雷射可用于玻璃切割
当今行动装置中使用的大多数玻璃盖板都是化学强化硷铝硅酸盐玻璃(如 Gorilla® 玻璃)、热强化钠钙玻璃或类似材料。柔性显示器的玻璃盖板厚度通常约为 0.5 mm。可摺叠显示器的玻璃盖板可以薄至 30μm。
要决定如何在此类零件上应用成丝切割,首先要考虑的是雷射重复频率。这是因为在成丝切 割中,激光束在零件表面上移动,每个脉冲(或突发脉冲)都会产生一个细丝:一个贯穿玻璃的孔。目标是要在玻璃上生成一系列间距基本均匀的穿孔(间距通常约为 50μm)。随后,在穿孔处产生应力以将这些孔转变为连续裂纹,这将使零件分离。通常该工艺使用 Coherent 二氧化碳雷射沿穿孔线产生高度区域化的热应力。
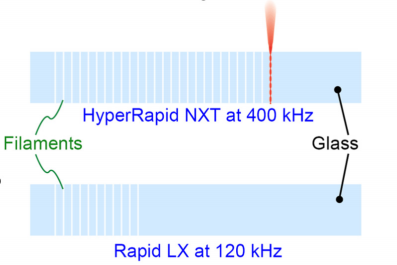
雷射重复频率越高,光束在玻璃表面上移动的速度就越快,从而能够以特定间距打孔。因此,对于切割显示器玻璃盖板等大型零件来说,Coherent 的 HyperRapid NXT(重复频率最高 400 kHz)的工作速度比 Rapid LX(重复频率最高 90 kHz)快三倍,即使这两种雷射 每脉冲输出相同的能量,但 HyperRapid NXT 比 Rapid LX 更高频率、速度更快。
因此,如果产出速度至关重要,则HyperRapid NXT 是首选。但是在某些情况下,产量或整体工艺会受到载台移动或光束转向的限制。如果这些使雷射无法以最高重复频率运行,那么HyperRapid NXT 就无法发挥其全部优势。在这些情况下,Rapid LX 有可能实现完全相同的切割质量和产量。
蓝宝石切割
大多数手机都会使用小的圆形蓝宝石镜片保护镜头。蓝宝石非常坚硬且耐刮、耐磨。它也很昂贵,这就是为什么把它做得很小的原因。
成丝工艺可轻松切割蓝宝石。但是,由于这些部件很小而且是圆形的, Rapid LX 通常是最 佳选择,因为它具有较低的重复频率和较低的成本要了解具体原因,您需要了解有关成丝技 术实际操作的其他信息。
要使这种技术发挥作用,激光束进入镜片时必须垂直于零件表面。因此,聚焦光学器件通常是固定的,而工件则随载台移动。这种应用中不会使用扫描器,因为它们会导致光束在要 切割的某些零件的表面上成一定角度进入。
快速切割小的圆形蓝宝石镜片意味着载台必须不断地加速、减速。零件越小,加速度就越大。当然,载台所能产生的加速度是有限的。一般来说,它们的速度无法满足以 400 kHz 工作的雷射的需求,也不能产生具有所需间距的细丝。这意味着雷射不得不以较低的重复频率运行。这使得 Rapid LX 成为优异的选择。
COHERENT 专注于切割质量
用于成丝切割的光束传输光学器件与激光源本身一样重要。Coherent 开发了自己的一系列聚焦光学器件,每一种都能给不同的应用带来出色的结果。
例如我们的“标准”SmartCleave 聚焦光学器件可处理厚度最大1.8 mm 的基板 这涵盖了大多数显示器切割应用。我们还有一个镜头( SmartCleave Advanced LongFi)的光束轮廓经过了专门优化,可以切割厚度最大3 毫米的零件。这将产生不同的切割特性,取决于确切的零件厚度,因此了解所涉及的权衡非常重要。
此外,在处理薄零件方面,我们拥有专门用于切割超薄( < 1 mm )玻璃不可少的光学器件,这种玻璃对于可摺叠显示器而言至关重要。 SmartCleave 低损伤光学器件可降低聚焦区域内的峰值功率密度。这牺牲了制造更长细丝的能力,但会在进入侧产生更小的热影响区和更平滑的纹理。尽可能降低表面粗糙度对于超薄玻璃尤为重要,因为它会直接影响弯曲强度 。
如果您查看 USP 激光器制造商的数据表,您可能会简单地认为更高的功率会产生更快或更好的结果。但事实并非如此。而且,即使选择了最好的雷射,它也仍然必须以正确的方式聚焦到零件上。您需要依靠拥有多年激光玻璃切割经验和数百次实际安装经验的供应商,才能获得正确的玻璃切割配置。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

