





被宣称为第四次工业革命的最有趣、但也最具挑战性的方面之一,是大规模个性化需要灵活和可重新配置的生产系统。实际上,这是工业革命(所谓的工业 4.0)首次已经提前公布,但对普遍适用且灵活的生产工具的需求是激光器的巨大机会。
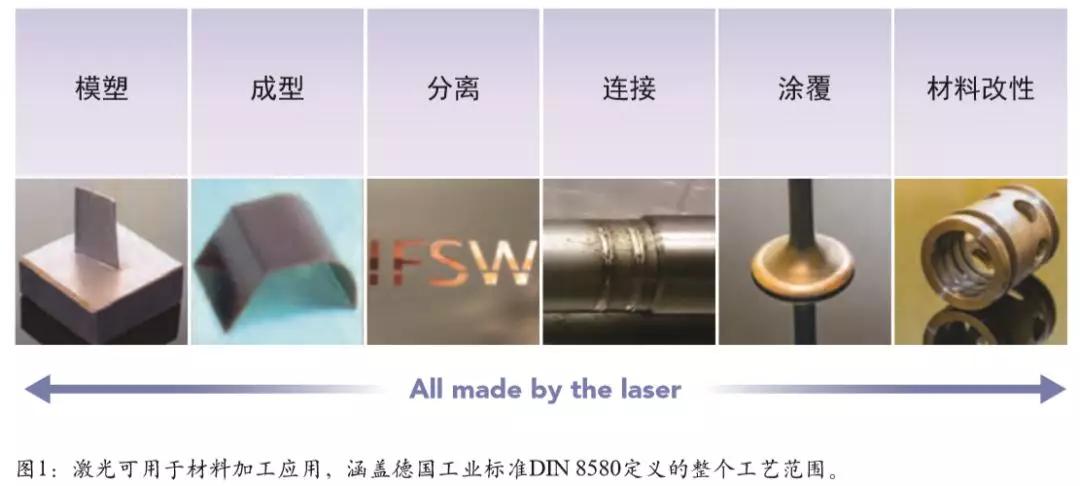
几十年来,众所周知,激光是一种非常灵活的材料加工工具,可用于满足各种制造应用,实际上涵盖了德国工业标准DIN 8580 定义的所有制造工艺。DIN 8580 将工艺 分为模塑、成型、分离、连接,涂覆和改变材料特性(见图1)。在 1992 年的教科书中,Helmut Hügel 就这样说道 :“激光在工业制造中的重要性,在于其在各种加工工艺方面的非凡灵活性,包括切割、烧蚀、钻孔、焊接、硬化、合金化、重熔,以及众多材料和不同的工件配置。”
这就是我们已经习惯于将激光视为通用生产工具的原因。但到目前为止,我们总是使用完全不同的激光来应对不同的应用。其主要原因是各种工艺的物理要求,特别是平均激光功率、强度、脉冲持续时间,峰值强度或峰值能量密度,以及有时波长也都是完全不同的。第二个原因是到目前为止,超短脉冲激光(USP 激光 ;也称为超快激光)的设置提供脉冲持续时间在皮秒或飞秒范围内的脉冲,与自由运行的脉冲或连续波(CW)激光显著不同。与此同时,这些不同激光器提供的平均功率相差几个数量级,因此使用 USP 激光进行微加工的效率,仍然远远低于使用高功率CW激光器进行宏观加工的效率。
扩展USP激光系统的功能
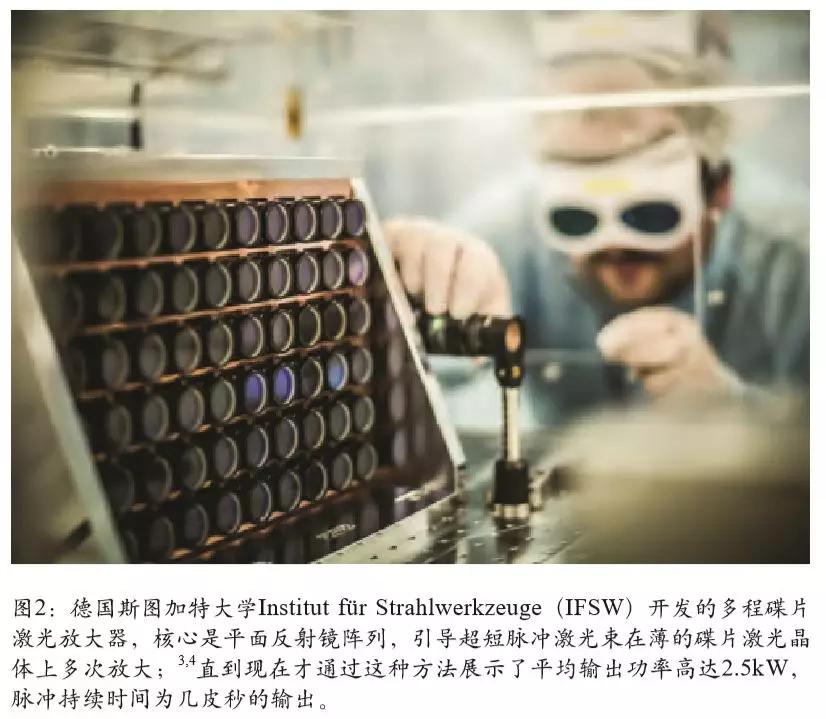
但所有这一切都将改变。由于USP激光器的平均输出功率刚刚进入数千瓦级(见图 2),这种类型激光器 的使用目前正在扩展到传统的微加工实验室之外,并且确实征服了大规模的制造应用。因此,我们将看到更多基于激光的高精度超快材料加工在大型生产机器上进行,初看起来与我们用于切割或焊接等的经典宏观应用非常相似(见图3)。因此,在同一台机器上执行所有已知激光材料加工应用的想法很自然。但这可以用同一台激光器实现吗?
实际上,这个问题并不新鲜。在1993年于慕尼黑举的第11届国际激光大会上,Andreas Gebhardt 教授和他的同事们讨论了特别是中小型企业的期望,即所有不同的激光制造应用,应该使用同一个激光设备,这种期望至今仍未实现。然而,观察现代高功率 USP 激光器的模块化结构,可以很容易地得出结论:应该可以设置能在不同工作模式之间切换的激光器,并且适用于所有常见的材料加工应用。

提供高平均功率的超短脉冲激光系统,都基于小的种子振荡器和一个或多个放大级(图4)。重要的是,在高平均功率下,这些放大器(例如片状预放大器和多程碟片功率放大器)对于超短脉冲或CW辐射同样有效。因此,通过集成额外或更灵活的种子源,没有技术上的原因会阻碍我们建立一个可以在CW和脉冲或 USP 操作之间切换的单套激光系统。
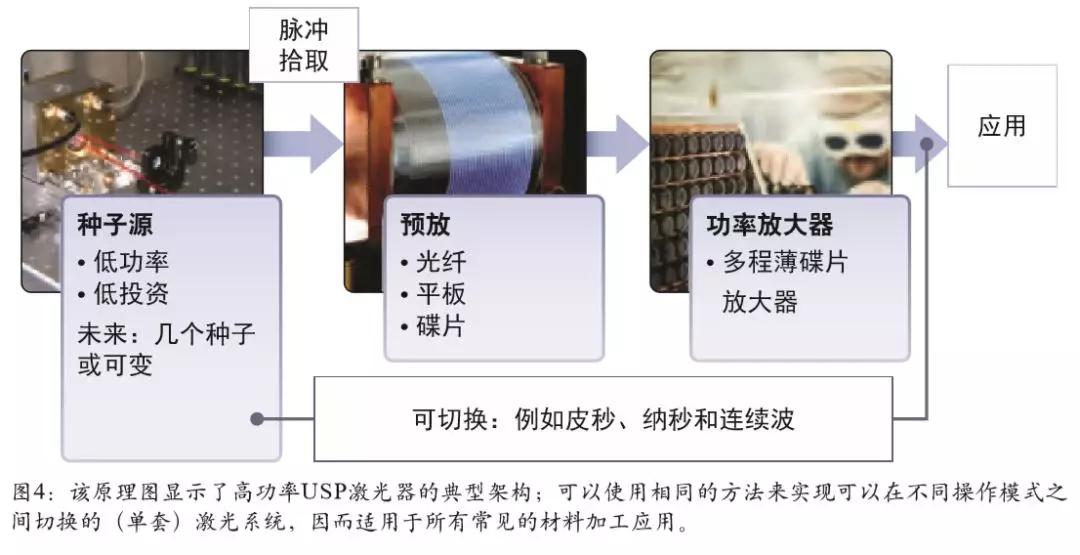
初次尝试中,可以选择在同一系统中仅实现两个或更多种子源,例如超快速锁模振荡器和简单的 CW 激光器。由于大多数系 统包括用于拾取发射到放大器链中的脉冲的脉冲拾取器,因此可以容易地使用脉冲拾取器在两个种子源之间切换。在更高级的方法中,可以使用一种可以在不同模式下(锁模、调Q 和 CW)运行的种子源。由于可以在不同运行模式之间切换的二极管激光器已经可用,因此即使这种想法也不是一场革命。

将当前大功率USP激光器的常用架构再往前推几步,我们可能实现一种激光器,可以提供几千瓦的平均输出功率,可以在不同的运行模式之间切换,从输出超短脉冲到常见的 CW 辐射。此外,可以从最先进的激光器获得 高功率或高强度,也使得通过非线性光学效应的频率转换越来越有吸引力和有效(见图5)。因此,我们不仅能够在不同的脉冲持续时间和 CW 运行之间切换,而且能够在不同波长之间切换。这将最终满足可以使用同一台激光器来实现大多数已知的材料加工应用的期望。
这通向一种通用机器,只需改变其操作参数,即可几乎执行一整套基于激光的加工工艺。这不仅是工业4.0的理想软件控制通用工具,将肯定也证实其他经常被引用的宣言,即21世纪将是光子的世纪。
迎接挑战
当然,在此过程中仍然存在一些挑战。一些仍然与光学有关,例如对高能超短脉冲的光纤光束传输的需求。其他人则关注系统工程。得益于激光源和激光材料加工物理基础知识的巨大进步,我们在很大程度上知道如何和采用何种策略,以及哪种工艺参数来实现理想的工艺。在这里,瓶颈往往更像是机器本身。事实上,根据计划的应用,用于激光加工的机器应该快约 100 倍,或精确约 10 倍。
为了实现这一目标,我们应该停止将激光机器仅仅视为内置激光器的机床。相反,我们应该从头开始设计激光机器,视其为光子系统。这将需要新的科学方法和系统工 程方法,并将成为激光制造未来成功的关键。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

