




1.简介
在过去的20年里,出于节约燃料和保护环境的考虑,汽车工业经历了紧缩的政府政策和安全性要求。这些规定促使汽车制造商提出创新的解决方案来设计减小燃料消耗的更加轻巧的汽车,同时出于驾驶员安全的考虑改进车辆的总体结构。其中一种解决方案包含了激光裁焊拼板工艺,这项工艺要求在加工过程之前选择各种材料共同来焊接。将可获得的材料选择到裁焊拼板的概念使得工程师们可以裁剪拼板以保证在他们所需要的零件的内部准确安置材料最佳的性能。等级,厚度,强度和电镀涂层上(例如镀锌/镀镍或者冷却包箔和退火)都存在着差异。裁焊拼板目前用于车体侧面框架,车门内部面板,发动机间隔栏,中柱的内部面板,车轮框/减振面板。
到目前为止,在汽车应用中还没有其他的材料表现出钢所具有的多样性。现有的IF钢,DP和HSLA在可成形性方面有很好的表现,能够满足大多数汽车制造的要求。随着提出预测和评估这些裁焊拼板工艺在成形和其他结构特性方面的性能的挑战,这些等级钢的使用已经渗透到裁焊拼板当中了。许多关于裁焊拼板成形行为的报告已经有了记载。在A/SP其中的一篇报告中提及,在疲劳或者循环加载的情况下裁焊拼板的失效对于结构组成来说是非常严重的问题。材料的高循环疲劳强度取决于例如残余压力,局部压力集中和表面保护涂层等表面条件。在运用激光焊接工艺时,残余压力和其他的焊接缺陷被引入到了材料中。由于在这方面只有有限的数据,A/SP已经确定这一领域需要进一步的研究。Wang和Ewing[2]比较了对无涂层的SAE1008等级钢的激光焊接和阻点焊接的疲劳强度。研究表明,与阻点焊剂相比,激光焊接的疲劳强度更高。
Lazzarin et al.[3]测定了在无涂层和热蘸电镀锌条件下相似厚度的激光焊接的疲劳强度。他们总结两种组合的疲劳强度是相似的。先前此领域的工作包括基本的相似厚度裁焊拼板或者由不同厚度的材料组成的裁焊拼板的疲劳行为。对于作者的知识而言,到目前为止关于破裂机制的不同的裁焊拼板没有比较或者基准。
因此这项研究的目标是研究疲劳强度和确定具有和不具有热蘸镀锌的不同厚度激光焊接的IF钢和低碳钢的破裂机制。
2.原料和试验程序
2.1 原料
研究中所选择的材料是IF钢(退火和热蘸镀锌)和低碳钢(冷却包箔和退火)。选择是基于大量激光焊接的实际生产部件。基于部件的名字,三种不同的裁焊拼板工艺组合命名为GMX,W-Car和MC-DI。
●在两张钢板之间GMX具有最小的厚度差异和最大的生产强度差异。
●在两张钢板之间W-Car具有最小的生产强度差异。
●在两张钢板之间MC-DI具有最大的厚度差异。
选择一种底座金属(简写为BM)来比较裁焊拼板的疲劳强度。由于目前研究所使用的金属组合物的平均厚度为1.5mm,因此我们选用厚度为1.5mm的底座金属。
2.2激光焊接加工
裁焊拼板起源于加拿大康科德激光之力有限公司。激光用于裁焊拼板的粗端焊接。在激光焊接加工中不使用填充材料。
2.3 样品准备及微观结构观察
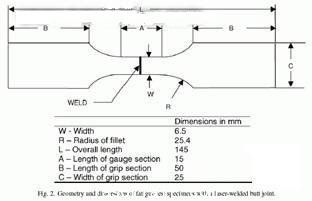
图 1展示了激光焊接测试样品的几何外形。焊接珠被置于中心,指向垂直于装载线的方向。对底座金属而言,它的尺寸与在中心用激光焊接的样品相同。材料的旋转方向沿着装载线的方向。在其他发表的论文中相似的几何外形被使用。为了防止疲劳强度的尖峰边界效应,所有样品的测量区域
都使用#400砂纸手工轻轻打磨光滑。
在疲劳测试之前,待焊接样品的交叉连接处的微观结构要在光学显微镜下检查以估计激光焊接的质量。开始要在未蚀刻条件下观察交叉连接处的包含物。然后用4%的Nital蚀刻剂蚀刻样品来检查微观结构。
2.4机械测试和金属断面的显微镜观察
焊接中微硬度的测试要在计算功能强大和自动的微硬度测试器(Clemex MT-2001)下进行。施加持续时间为15s的300g的加载。在疲劳测试之前,为了确定最大施加加载值 ,要在没有焊接珠的单个底座金属上依据ASTME8标准进行拉伸测试。用于疲劳加载的的初始值选大约最终拉伸强度的一半。拉伸特性由速度控制模式下的Schenck-Treble拉伸测试机确定。在具有强大计算功能的水压伺服 Instron8801
疲劳测试系统上进行测试。在作为每ASTME466标准量的加载量下进行测试。为了避免可能发生的扣住,所有的样品限制在室温条件下加载比率为 的压紧循环中,并且垂直于焊接珠的方向。在测试中使用频率为50Hz的正弦波。在 循环中在某强度水平下无疲劳失效发生,则我们定义这个强度水平为疲劳极限。我们使用装有EDS分析仪的电子扫描显微镜检查破裂表面,EDS分析仪可以用来确定疲劳裂缝的初始方位和疲劳裂缝的传播机制。
3.结果与讨论
3.1微观结构和微硬度
微观结构分析表明焊接不受如图所示的多孔性,凹度,裂缝,空洞和未校准等焊接缺陷的影响,同时也表明表3选择的焊接参数是合理的。熔化区的平均宽度大约为0.8-1mm,焊接两侧受热影响的总区域大约为0.7-1mm。底座金属的微观结构由等轴晶粒铁酸盐构成,焊接区域表现微优良的珠光体和低碳贝氏体。

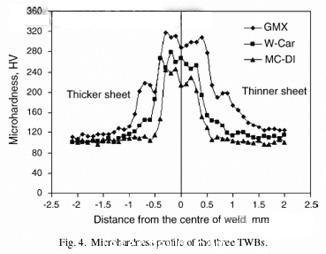
Vickers所做的微硬度测试表明与单个底座金属相比,交叉连接处裁焊拼板具有更高的硬度(图)。在测试的三种裁焊拼板化合物中,我们发现分别与底座金属比较,焊接珠的硬度是它们的2.5倍。正如其他的研究者所报告的一样,这是由于激光焊接加工局部热量输入特性引起的。比较不同焊接工艺在热蘸镀锌低碳钢上的效果,Lazzarin et al指出在焊接时激光焊接比捣碎焊接具有更高的硬度。Rhee et al指出焊接珠的硬度是相似或者不相似厚度底座金属钢板硬度的2.3倍。Lee et al指出激光焊接产生最窄的焊接区域,电波束焊接产生的区域是它的1.5倍,捣碎焊接产生的区域是它的4倍。他们同时也发现激光焊接的微硬度峰值要高于电波束焊接和捣碎焊接。然而,焊接中产生较高硬度的原因却没有说明。
IF钢和低碳钢正常情况下包含微量合金元素,例如含有 0.01%的钛和0.02%的铌。通过微观结构更新,固态溶解增强和快速淬水加入这些微量元素有利于增强强度和可淬性。这样形成的钢板的典型微观结构由嵌入钛和铌的碳化物的铁酸盐矩阵构成。由于晶体分解铁酸盐具有不同的形态,研究表明多边形铁酸盐具有等轴晶粒组成的多齿和低断层密度。 Widmanstatten铁酸盐是具有断层结构的伸长鱼叉;粒状的铁酸盐包含有孤立的宏观元素和高断层密度;贝氏体铁酸盐由平行的铁酸盐条组成并具有高断层密度。
由于激光焊接加工的加速且非平衡冷却速率,在焊接或者熔化区形成的多边形铁酸盐受到挤压,并非如图2所示的形成非平衡,非等轴晶粒铁酸盐或者贝氏体铁酸盐。我们所观察的微观结构特性是激光焊接中非平衡冷却造成的。随着冷却速率的加快,待观察的粒状铁酸盐和贝氏体铁酸盐片断体积以多边形铁酸盐为代价增长。当微观结构大多数变为粒状铁酸盐时,先前晶体的颗粒边界位置得以保持。当温度快速下降到临界温度以下时,被保持的晶体进一步转变成更加优良的珠光体或者低碳贝氏体铁酸盐。微观结构的这些改变增强了焊接金属的硬度。Biro报道了相似的观察,他发现由于在激光焊接中大 量快速的热量加入使得晶体被稳定在碳丰富区。溶解区快速的热量消散以及冷却速率导致了更加优良的珠光体和贝氏体的形成。然而由于被焊接的底座金属碳含量低,因此与珠光体相比,形成的贝氏体数量较少。#p#分页标题#e#
3.2 疲劳强度
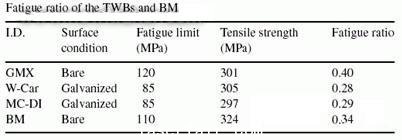
下图画出了三种裁焊拼板化合物的S-N曲线。从图中可以看出W-Car和MC-DI裁焊拼板的疲劳极限大约为85MPa。这个镀锌的极限值低于不镀锌或者 GMX裁焊拼板(120MPa)和底座金属(110MPa)。下表罗列了用于组成裁焊拼板的底座金属的拉伸特性。从表中我们可知较厚和较薄的裁焊拼板对 GMX,W-Car,MC-DI产生的强度分别为185 MPa和156 MPa, 160 MPa和159 MPa, 155 MPa和146 MPa。考虑到钢板厚度[10]中观察了产生强度的相似趋势。以延展百分比为特征的延展性是相似的,对于不同的材料它的变化范围为45%到50%。获得的三种裁焊拼板和底座金属的薄钢板最终拉伸强度对GMX,W-Car,MC-DI和BM分别为301,305,297,324 MPa。最终拉伸强度将要用于相关裁焊拼板的疲劳极限。
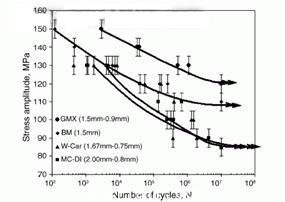
无涂层的裁焊拼板化合物(GMX)的疲劳极限是镀锌裁焊拼板(W-Car 和MC-DI)的1.4倍。以上结果表明GMX裁焊拼板和BM之间存在10MPa的差异,这可能与实验的分散有关。如下表所示,我们定义裁焊拼板的疲劳极限与薄钢板产生疲劳失效时的最终拉伸强度的比率为疲劳比。我们发现对于非镀锌或者无涂层的GMX而言,它的疲劳比与同样是镀锌的W-Car和MC-DI相比高1.4倍。例如,0.04对0.28或者0.29。众所周知疲劳特性取决于被测试材料的表面条件。像电镀这样的表面处理一般会减小钢的疲劳极限。对于具有柔软铝皮的铝合金钢所具有的相似特性也有报道。由于残余压力得以极大改善,可以产生电镀涂层支撑和硬度,因此采用特殊表面处理对疲劳特性能够产生可评估的效果。在镀锌裁焊拼板加工中,有点类似于上面提到的过程,钢的下表面涂一层较柔软的熔化锌做支撑。当熔化锌凝固时在钢表面产生残余拉伸压力,并进一步受制于旋转回火或者对同一种纹理的表面流通加工。对于镀锌裁焊拼板来说这也是对降低疲劳极限有贡献的因素。在熔化区当锌与铁形成合金,热蘸镀锌加工中在铁底层和锌皮之间可能产生锌铁状态硬度和脆性。锌铁状态很可能产生局部增长或者钢颗粒边界破裂,这些取决于锌和钢的化学组成和沉浸时间。锌通过破裂的抑制层传播能够解释在钢颗粒边界破裂的出现。由于钢底层和抑制层之间失配引起的内部压力也有可能产生破裂。在高温情况下颗粒边界滑动,错位以及断层移位都可以使抑制层的压力得以减轻;低温情况下破裂也可以使压力得以减轻。这个过程使得液态锌在颗粒边界进入钢底层快于锌原子扩散到颗粒边界。因此,镀锌的W- Car和MC-DI的疲劳强度变低。
3.3破裂方位和表面的观察
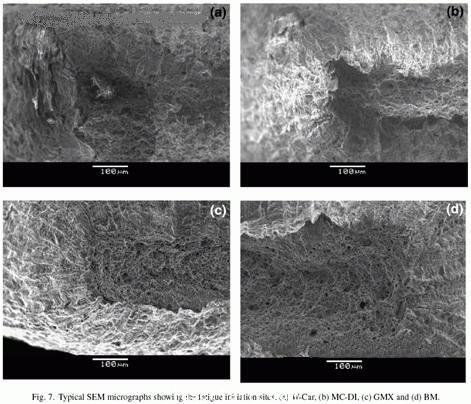
破裂表面检查表明观察裁焊拼版的不同失效模式,所有情况下的初始疲劳裂缝都发生在底座金属。如下图所示这与包含物或者多孔性有关。对于W-Car和MC-DI化合物疲劳裂缝在薄底座金属传播分别为0.75和0.80mm。然而研究发现薄底座金属失效的位置随着应用压力幅度的变化而不同。在90,100,110MPa低幅度下,失效发生在离焊接珠大约2mm的地方;当在120,130MPa高压力幅度下失效产生在离焊接珠大约6-7mm远的地方。对于GMX裁焊拼板化合物来说,失效发生在薄(0.9mm)底座金属,在120-150MPa整个应用加载范围内远离焊接珠大概6-7mm。这个现象源于裁焊拼板厚度变化产生的凹口效应,使得压力集中在焊接头附近。对W-Car和MC-DI(0.92和1.2mm)裁焊拼板的底座金属的厚度差异至少是GMX裁焊拼板工艺的1.5倍。因此W-Car和MC-DI焊接珠附近的压力集中要强于GMX。其他的文献也报道了相似的结果。Rhee et al比较了平行和垂直于装载方向的焊接头运转情况下不同样本的几何外形。装载垂直于焊接珠的样本初始裂缝和最终破裂发生在底座金属与我们当前的观察是相似的。这表明如图3所示高硬度焊接珠的阻抗高于底座金属的阻抗。Oh et al发现产生压力集中和疲劳极限下降的不连续表面引起的凹口效应使得相似厚度裁焊拼板的疲劳极限高于不相似的裁焊拼板。Lazzarin et al也报道说他们在压力下进行的样本可视化检查并没有揭示焊接珠任何明显的横向移位。Lee et al观察了发生在热敏感区的捣碎焊接拼板的疲劳失效以及激光裁焊拼板在底座金属的失效。与激光裁焊拼板相比捣碎焊接有更强的凹口效应,因此在跳动拉伸压力下它具有更低的疲劳强度。
具有锌涂层的W-Car和MC-DI疲劳裂缝传播表明颗粒间破裂与次要裂缝共同作用(下图a和b)。
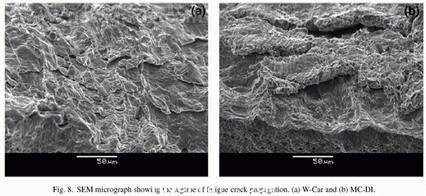
这些SEM观察表明镀锌W-Car和MC-DI裁焊拼板中的低疲劳极限是晶粒破裂的结果。正如3,2节末尾所讨论的,是由锌渗透入钢板表面之下所引起的。这与上面提到的表面条件的确是影响材料疲劳寿命的主要因素之一的发现相一致。
4.总结
1.焊接交叉连接处的微观结构检查揭示焊接是不受多孔性,凹度,空洞,内含物或者未校准等缺陷影响的。这表明用于裁焊拼板的焊接参数合适,可获得良好的焊接效果。
2.激光焊接后焊接珠的微硬度是组成裁焊拼板的单个底座金属的将近2.5倍。这些都源于焊接金属中良好珠光体和低碳贝氏体结构的形成,而底座金属却是由等轴晶粒铁酸盐鱼叉构成。
3.无涂层裁焊拼板的疲劳极限据发现大约是镀锌裁焊拼板的1.4倍。
4.据观察疲劳破裂总是发生在裁焊拼板的薄钢板上。然而破裂的位置与钢板厚度不同所引起的压力集中有关。据观察在大厚度差异的情况下疲劳失效发生在焊接珠附近,而当裁焊拼板具有小厚度差异时失效总是发生在远离焊接的地方。
5. 底座金属和裁焊拼板主要是以疲劳条纹的形式传播疲劳裂缝,而镀锌裁焊拼板的晶粒间破裂是由于锌渗透到钢板表面以下所引起的。这也是镀锌裁焊拼板的疲劳极限低于无涂层裁焊拼板的原因。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

