





激光光束特有的非接触式、局域化的热量输入方式使得激光成为高精度精细零件加工的最佳选择。

激光微加工应用,例如切割、划线、钻孔,都是利用高强度的脉冲激光对材料进行辐照,使得材料蒸发,从而实现材料的移除。
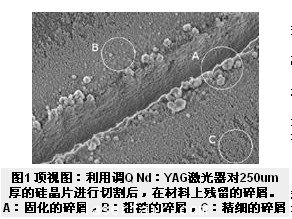
到目前为止,在这项技术应用中,主要的困难在于加工过程中材料碎屑的形成。这些碎屑是由于蒸汽过度冷却、凝固形成的,一些是在材料表面凝固形成的,一些是在气体中经过与空气中气体分子的碰撞而形成的。这些蒸汽起初向外发射,但是最后,大部分的蒸汽都变成了碎屑,散布在烧蚀图样表面附近和刻槽内(如图1)。它们的传播速度高达每秒几千米。
碎屑的形成破坏了零件的外观和性能。它也降低了烧蚀效率,因为前一次留下来的碎屑可能挡住下一次扫描时激光光束传播的路径。最近的研究已经显示了皮秒和飞秒激光器在加工精细结构上的优势,它们加工的材料非常干净,这是由于激光具有超短脉冲宽度。然而,其加工速度还远远达不到工业上的要求。
减少碎屑的方法
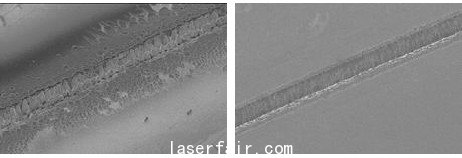
晶片切割中水溶性覆层的使用——已有各种先进的技术被用来减少晶片切割中的碎屑。水溶性包覆层可以被沉积在工件表面,以收集碎屑颗粒。工业上最常见的包覆层式是聚乙烯醇(PVA)。发胶以及其他皂溶液也可以被用在研发中。切割后,可以用标准的高压水清洁方式将该覆层清洗掉 (如图2)。


“夹心”式打孔——所谓的“夹心”式打孔能够避免在激光打孔中毛刺和碎屑的形成。薄的盖片覆盖在材料的表面,正对着入射的激光。这个盖片能收集打孔过程中的蒸汽和熔融的沉积物。它起到了掩膜的作用,阻挡了一部分激光的入射。这导致激光能量不足以使材料完全气化;光强在材料底部产生的热量仅仅融化或者加热了材料,这就影响了小孔的加工品质。后向的片子盖住材料的另一面,它在小孔出处阻止碎屑和渣滓的沉积。
图3和图4给出了由“夹心”式打孔得到的小孔。这里所使用的调Q 355 nm紫外激光器,其脉冲能量高达100 mJ。在不锈钢和镍材料上得到的小孔都非常干净。与此相比,材料顶部的盖片有很大的孔,而且有很多瑕疵,毛刺和碎屑。材料底部的盖片也出现一些碎屑。
使用焦斑处具有固定光强分布的激光来进行切割 ——在许多的切割应用中,平顶光强分布更有利。准平顶分布可以简单地通过在离焦点不远的地方把外缘的激光挡住来实现。图5给出了多次扫描切割的结果表面。这里使用了灯泵浦的532 nm的绿色脉冲激光对280 m厚的晶片进行切割。利用这些技术,能够大大减少熔融时的边缘效应以及毛刺与碎屑的形成。
以快速流动的水制薄膜辅助微加工——我们已经观察到通过蒸汽喷嘴或者液体薄膜来辅助加工,材料表面更加干净。主要的问题在于操作的间断性。由于水膜被激光破坏,所以水汽四散,液体大面积地向外喷射,这就可能污染聚焦透镜。
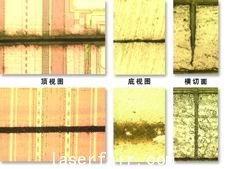
根据这些经验,小型的注射器式喷嘴被用于在整个辐照表面产生很薄的流动液体薄膜。因为膜很薄,所以流动很快(大于1 m/s)。这样就避免了液体薄膜中产生等离子体和泡沫。而所烧蚀的材料,以及切口内的残余,被有效地清除。喷嘴可以被固定下来,这项技术可用于不同的激光波长,从355到1064 nm。每次的试验过后都能够观察到明显的进步。比如,我们可以对280m厚的硅晶片进行穿孔,在激光扫描次数与干切相同的情况下,湿切所得的切口更为干净(如图6)。在铜和铝上的切割和刻线也得到了类似的结果。
激光在硅晶片上会引起材料透光和爆发沸腾等现象——这是因为液态硅可在正常沸点上继续被加热,而导致材料过热,此时材料对某些波长完全透明。亚稳态硅的存在是因为利用纳秒激光器进行微加工时,固-液交界缺少成核位置。过热硅材料从液态金属变成透明的液体电介质材料时因为液态金属中电子密度的大幅度降低。材料电介质常数的忽然降低导致透明液态硅的折射率大大减小。
通过对355 nm的调Q固态激光器的脉冲参数进行控制,我们观察到这个激光引发的材料透明现象。我们能够在仅扫描一次的情况下就完全打穿280m厚的硅晶片。通常,这样的硅晶片需要多次扫描才能打穿,而且加工过程将在材料表面留下无数的碎屑。去除材料的机制必须采用在过热液态硅表面形成蒸汽气泡的原理,因为这里材料不会喷射到辐照表面,而是在硅晶片的底部(也就是光束的出口处,如图7)。也就是所谓的两相爆轰过程,这个过程能带来很高的输出,切割后的表面也非常干净。
这里所谈到的几项不同技术都相对比较容易使用。为了得到高质量的微加工结果,激光器用户单单关注如何选择合适的激光和激光参数是不够的。用户还必须考虑这里所介绍的几项技术,以减少碎屑、重铸、毛刺和热损伤的出现。
作者Tuan Anh Mai是加拿大KJ激光微加工公司的负责人,公司位于加拿大安大略省多伦多市。该公司隶属于KJ市场服务集团。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

