




柔性印刷电路 (Flexible Printed Circuits, FPC) 能够实现采用传统刚性电路板不可实现的多样性设计。例如,在柔性材料上制作电路,能够形成挑战极限的新应用,包括各种多层功能以及太空、电信和医疗工业解决方案。
目前FPC工业的趋势均是微型化,因为设计人员想方设法缩小电路尺寸,同时消除那些限制安装密度的因素或是电路板上电路之间的距离。满足这些要求通常需要任意成形,但基础的方形电路弹性太差,无法满足许多现代应用的要求。
这些设计需求就是挑战,包括分割的问题或从板上卸下电路的工艺。如何才能精确切割高安装密度的更小任意电路而不损坏元件或电路本身呢?柔性电路材料十分独特,即使是切割期间在电路上产生的最小应力,也会造成损坏。
为了避免这种损坏,就会限制设计的多样性。设计中必须考虑每个切口周围的缓冲空间,这意味着切口宽度将比需要的更宽,元件的放置位置不能靠近板的边缘或者相互靠近,成形无法与需要的一样复杂。如果没有关于这类问题的可行解方案,那么这些限
制就会将创新淹没,因为无法令人满意的分板方式将成为主要的设计考虑因素。
自动电路板切割(Routing)以及传统机械分板方法(如模冲),会导致切割宽度较大,而且对于复杂的柔性电路来说应力过大。即使CO 2 激光切割方式也会在这一方面同样不能令人满意,因为此方式会产生更大的热影响区域。
但是,在谈到FPC分板切割时,已经出现了一种可迎接挑战的技术:紫外激光切割。这种技术可以免除了机械工艺的物理应力并大幅降低CO 2 紫外线激光器的热应力,能够满足上面所述的设计趋势。探索各种因素就能揭示:为何在谈到柔性电路切割时,紫外线激光切割已经成为一种选择出现。
电路应力和切割宽度
所有柔性切割方法都会在电路板上产生一定的应力,只是在导入的应力类型以及应力影响电路的程度方面存在差异。考虑上述分板方式时,在柔性印刷电路板上可能存在两种类型应力:机械应力或热应力。
采用模冲或Routing等机械分板方式时,会出现机械应力。机械应力对柔性电路的影响包括:毛刺、变形和损坏电路元件。这些影响对柔性材料来说非常严重。例如,模冲是一种具有高冲击力的工艺,会振动电路、损坏元件,它要求相当大的切割缓冲空间。在模冲和Routing方式下,典型的FPC切割宽度是1毫米,但这对众多复杂的、具随意性的柔性电路来说,这个宽度太大了。此类宽切口会导致:降低安装密度,或者减少每块板上的电路安装。在柔性印刷电路正变得更小和更为紧密的时代,这就上升到技术和成本方面的问题了。
由于采用机械切割方法不能满足柔性设计标准,因此用户转而使用激光切割,但是它在电路上会生产一种不同类型的影响:热应力。热应力影响与机械应力影响差异巨大,激光光束与电路没有物理接触,为此,激光切割可以更为精确地描述为激光烧蚀。热应力产生的最常见的影响是烧焦和切口宽度不一致。但是,这些影响在采用脉冲CO2 激光系统时更常见。这些系统配有高能量密度电源且激光的波长位于更暖、吸收性更好的红外光谱中。而紫外激光系统配有在较低能量水平操作的冷紫外线激光器,可将热应力影响降到最低。
图2和图3分别显示了采用CO 2 激光器和紫外激光器切割125μm厚的Kapton聚酰亚胺板。两种激光源的光束大小是20μm。在此情况下,能量更高的CO 2激光器产生极烫的切口,施加到材料上面的应力造成严重烧焦和变形。应力产生的后果是,有效切口宽度延长到#p#分页标题#e#120μm。虽然这一数字比机械切割方法的1 mm切口宽度窄得多,但是切口不均匀且质量不良。
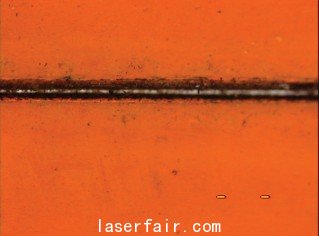
图2、采用CO 2 激光系统切割的125μm厚Kapton®聚酰亚胺板
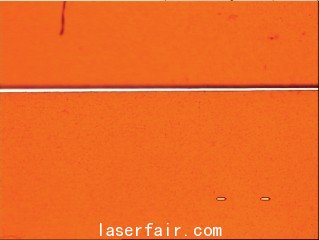
图3、采用紫外激光系统切割的125μm厚Kapton聚酰亚胺材料
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

