




本文登于《3D打印商情》报第五期“湖北3D打印”专版
近年来诞生了选择性激光熔化(selective laser melting, SLM)金属粉末的3D打印技术(以下简称SLM技术),用它能直接成形出接近完全致密度的金属零件。SLM技术克服了选择性激光烧结(selective laser sintering, SLS)技术制造金属零件的复杂工艺过程。用SLS技术制造金属零件的方法主要有:(1)熔模铸造法:首先采用SLS技术成形高聚物(聚碳酸酯(PC)、聚苯乙烯(PS)等)原型零件,然后利用高聚物的热降解性,采用铸造技术成形金属零件。(2)砂型铸造法:首先利用覆膜砂成形零件型腔和砂芯(即直接制造砂型),然后浇铸出金属零件。(3)选择性激光间接烧结原型件法:高分子与金属的混合粉末或高分子包覆金属粉末经SLS成形,经脱脂、高温烧结、浸渍等工艺成形金属零件。(4)选择性激光直接烧结金属原型件法:首先将低熔点金属与高熔点金属粉末混合,其中低熔点金属粉末在成形过程中主要起粘结剂作用,然后利用SLS技术成形金属零件,最后对零件后处理,包括浸渍低熔点金属、高温烧结、热等静压(hot isostatic pressing, HIP)。这些方法所制造的金属零件机械性能受低熔点金属的影响,而且零件精度受成形工艺过程的影响因素比较多。为此,德国Fraunhofer激光器研究所(Fraunhofer Institute for Laser Technology, ILT)最早提出了直接制造金属零件的SLM技术。
一、选择性激光熔化3D打印技术的基本原理
SLM技术是利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成形的一种技术。为了完全熔化金属粉末,要求激光能量密度超过106 W/cm2。目前用于SLM技术的激光器主要有Nd-YAG激光器、CO2激光器、光纤(Fiber)激光器。这些激光器产生的激光波长分别为1064nm、10640nm、1090nm。金属粉末对1064nm等较短波长激光的吸收率比较高,而对10640nm等较长波长激光的吸收率较低。因此在成形金属零件过程中具有较短波长激光器的激光能量利用率高,但是采用较长波长的CO2激光器,则激光能量利用率低。
在高激光能量密度作用下金属粉末完全熔化、经散热冷却实现与固体金属冶金焊合成形。SLM技术正是通过对激光选区内的金属粉末完全熔化、经散热冷却固化、层层累积成形出三维实体的3D打印技术。SLM金属粉末成形技术的原理如图1所示。
图1中,根据成形件的三维CAD模型的分层切片信息,扫描系统(振镜)控制激光束作用于待成形区域内的粉末。一层扫描完毕后,活塞缸内的活塞下降一个层厚距离;接着送粉系统输送一定量的粉末,铺粉系统的辊子铺展一层厚的粉末沉积于已成形层之上。然后,重复上述两个成形过程,直至所有三维CAD模型的切片层全部扫描完毕。这样三维CAD模型经逐层累积方式直接成形金属零件。最后,活塞上推,从成形装备中取出零件。至此,SLM金属粉末直接成形金属零件的全部过程结束。
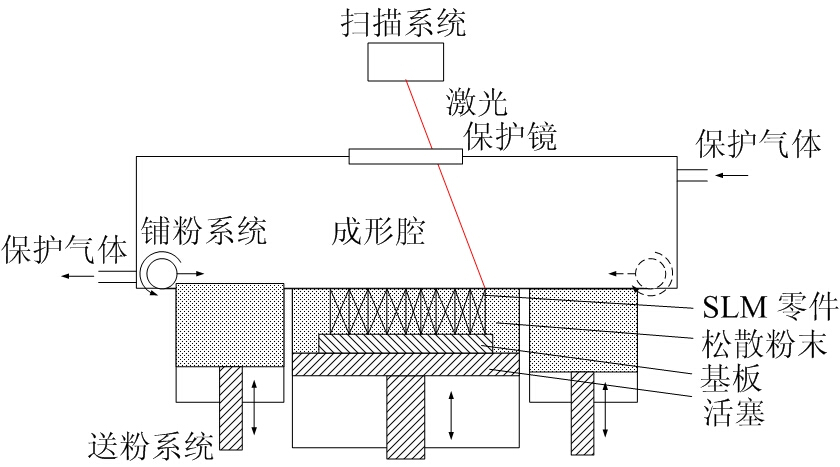
图1 SLM成形技术原理
二、选择性激光熔化技术研究现状与进展
目前,国外应用SLM技术可制造模具、工具、生物移植物等金属零件。但该技术的应用领域还不够广泛,技术仍不够成熟。SLM技术的研究主要针对以下几个方面的内容:成形装备、金属粉末、成形工艺、成形机理、成形件性能、成形过程模拟、成形件的应用。
(一)选择性激光熔化装备
SLM装备的许多方面影响成形工艺及成形件的精度、机械性能。在开发SLM装备方面,只有德国、日本、美国等少数几个生产商成功地开发了商用装备。这些公司包括德国的MCP、TRUMPF、日本的MATSUUR、美国的PHENIX。这些公司的SLM装备的不同之处主要体现在激光器、聚焦面光斑尺寸、铺粉方式、活塞缸铺粉层厚等方面。
MCP公司的SLM装备和PHENIX的SLM装备应用的激光器为100W光纤激光器,激光波长为1090nm,其主要工作模式为CW/Modulated,光纤激光器激光束的输出模式为TEM00(transverse electromagnetic modes,TEM),其光束横截面能量分布为高斯分布,且在传输过程中保持不变,光束质量好。激光束经聚焦后的激光光斑在30μm-250μm之间。
TRUMPF公司的SLM装备配备250W盘形激光器,激光波长为1030nm。光斑大小可变范围在200μm-400μm。
MATSUURA公司的SLM装备采用500W 脉冲式CO2激光器,激光波长10640nm,其峰值达1.5kW,频率达100kHz。光斑大小600μm。
除了以上公司进行SLM装备商业生产外,还有包括比利时鲁汶大学、日本大阪大学等高校从事SLM装备的研制。这些高校自行研制的SLM装备和上述公司商用生产的装备相似,主要是在激光器、聚焦光斑、铺粉层厚、铺粉方式等方面不同。
目前国内主要有华中科技大学在这方面进行了研究,并不断地跟踪SLM技术的最新发展。华中科技大学快速制造中心已经研制出拥有自主知识产权的商品化SLM设备—HRPM系列技术粉末熔化成形设备,采用了150W CW Nd-YAG激光器和100W CW光纤激光器,由武汉滨湖机电技术产业有限公司生产制造,已在市场上进行了销售,打破了国外公司在这方面的垄断,大大降低了该设备的价格,使国内广大用户买得起也用得起。
(二)选择性激光熔化技术所用粉末
适合SLM技术的金属粉末比较广泛。自行设计适合SLM成形的材料成分并制备粉末,其造价比较高,不经济。 因此,目前研究SLM技术的粉末主要来源于商用粉末,进而研究它们的成形性,从而提出该技术选用粉末的标准。
用于SLM成形的粉末可以分为混合粉末、预合金粉末、单质金属粉末三类。
(1)混合粉末
混合粉末由一定成分的粉末经混合均匀而成。设计混合粉末时要考虑激光光斑大小对粉末颗粒粒度的要求。Kruth J. P.等人研制了铁基混合粉(Fe, Ni, Cu, Fe3P)。因激光光斑为600μm,所以要求混合粉中颗粒最大尺寸不能超过该光斑直径。应用这种混合粉的SLM成形件不能满足100%致密度要求,因此其机械性能还有待进一步提高。鲁中良等研制了Fe-Ni-C混合粉末,其组成成分为:91.5wt%Fe、8.0wt%、0.5wt%C。Fe、Ni粉末为-300目,C粉为-200目。应用该混合粉末的SLM成形件致密度较低,存在大量的孔隙。通过对混合粉的SLM成形研究,说明混合粉的成形件致密度有待提高,其机械性能受致密度、成分均匀度的影响。
(2)预合金粉末
根据预合金主要成分,预合金粉末可以分为铁基、镍基、钛基、钴基、铝基、铜基、钨基等。铁基合金粉末包括工具钢M2、工具钢H13、不锈钢316L(1.4404)、Inox 904L、314S-HC、铁合金(Fe-15Cr-1.5B)。铁基合金粉末的SLM成形结果表明:低碳钢比高碳钢的成形性好,成形件的相对致密度仍不能完全达到100%。
镍基合金粉末包括Ni625、NiTi合金、Waspaloy合金、镍基预合金(83.6%Ni、9.4%Cr、1.8%B、2.8%Si、2.0%Fe、0.4%C)。镍基合金粉末的SLM成形结果表明:成形件的相对致密度可达99.7%。钛合金粉末主要有TiAl6V4合金。该合金粉末的SLM成形结果表明:成形件相对致密度可达95%。钴合金粉末主要有钴铬合金。该合金粉末的SLM成形结果表明:成形件相对致密度可达96%。铝合金粉末主要有Al6061合金。该合金粉末的SLM成形结果表明:成形件的相对致密度可达91%。铜合金粉末包括Cu/Sn合金、铜基合金(84.5Cu-8Sn-6.5P-1Ni)、预合金Cu-P。铜合金粉末的SLM成形结果表明:成形件的相对致密度也只能达到95%。钨合金粉末主要有钨铜合金。该合金粉末的SLM成形结果表明:成形件的相对致密度仍然达不到100%。#p#分页标题#e#
(3)单质金属粉末
单质金属粉末主要有钛粉。钛粉的SLM成形结果表明:其成形性较好,成形件的相对致密度可达98%。
综上所述,SLM技术所用粉末主要为单质金属粉末和预合金粉末。单质金属粉末和预合金粉末的成形件的成分分布、综合机械性能较好。所以成形工艺研究主要针对预合金、单质金属粉末的工艺优化,以提高成形件的致密度。
(三) 选择性激光熔化成形工艺
SLM成形工艺主要研究工艺参数对粉末成形轨迹和致密度的影响规律。
1、工艺参数对成形轨迹的影响
在SLM成形过程中,成形轨迹特征受工艺参数的影响。成形轨迹主要包括激光束对粉末的单点、单道扫描、单层多道扫描成形的轨迹。通过对成形轨迹的评价,研究工艺参数对成形轨迹的影响规律。
2、工艺参数对致密度的影响
金属零件致密度是影响其机械性能的一个主要因素。金属粉末SLM成形件致密度是一个关键技术指标。SLM成形件的致密度受激光波长、激光功率密度、粉末成分的影响。CO2激光(波长为10640nm)作用下成形件致密度较低,这与金属粉末对激光的较低吸收率、激光功率密度有关。YAG激光(波长为1064nm)作用下成形件致密度较高,是因为金属粉末对激光的较高吸收率、激光功率密度。粉末化学成分是影响其润湿性的主要因素,所以低碳成分的铁基合金粉末的润湿性好,其SLM成形件的致密度高。
(四) 选择性激光熔化成形机理
在SLM成形过程中,提高粉末的成形性,就必须提高液态金属的润湿性。在成形过程中液态金属成球,则说明液态金属的润湿性不好。液态金属对固体金属的润湿性受工艺参数的影响,因此可优化工艺参数提高特定粉末的润湿能力。研究结果表明,液态金属在缺少与氧化物发生化学反应的情况下是不能润湿固体氧化膜的,因此在成形过程中要防止氧化。虽然添加合金元素P可提高润湿性,但是元素P影响成形件的机械性能。
(五)选择性激光熔化成形件性能
SLM成形件性能主要包括残余应力、残余应变、显微组织、机械性能。
1、残余应力、应变
金属粉末在SLM成形过程中因温度梯度产生热应变和残余应力,影响成形过程。研究结果表明:翘曲、裂纹、热应力、表面粗糙、不希望有的显微组织等问题,主要是由于成形过程中激光作用下的快热快冷(淬火)所致。为此,提出了双激光(CO2、Nd-YAG)扫描系统方案。
2、显微组织
工艺参数影响SLM成形件的显微组织。如果激光扫描速度快,那么冷却速度也较快,使显微组织更细,有利于提高SLM成形件的机械性能。
3、机械性能
SLM成形件的机械性能主要包括强度、硬度、精度、表面粗糙度等。SLM成形件的弯曲强度受激光工作模式的影响,在脉冲及其反冲作用力工作模式下的SLM成形件的最大抗弯曲强度为630MPa,未经任何处理的成形件表面粗糙度达Ra10-30μm。因SLM成形件的相对致密度未达到100%,所以抗弯强度等机械性能受到一定的影响。
(六)选择性激光熔化成形过程的数值模拟
SLM成形过程是一个激光束熔化粉末、相变和凝固冶金结合的过程。在SLM成形过程中,粉末在极短(毫秒级)时间内熔化,温度梯度大,通过试验方法测量其温度动态过程比较困难。而通过有限元法模拟分析并揭示其成形过程,为制定合理的工艺参数、减少试验次数、成形高质量零件提供重要的理论指导。
(七) 选择性激光熔化成形件的应用
SLM技术可以直接成形金属零件,主要有生物医用零件、散热器零件、超轻结构零件、微型器件等。因此SLM技术在成形薄壁零件、超轻结构零件方面的研究及应用较多。
(八) 选择性激光熔化与热等静压(SLM/HIP)复合成形技术
SLM成形件内部存在残余应力且致密度仍有待提高,因此其机械性能受到影响。为提高成形件的综合机械性能,可以采用SLM与热等静压(hot isostatic pressing, HIP)复合成形技术。但是这种针对金属粉末的SLS技术与HIP技术相结合的复合成形技术还不成熟,这是因为SLS技术难于直接成形致密外壳。为解决SLS在成形致密外壳方面的不足,研究SLM技术直接成形致密金属外壳替代包套,从而实现SLM与HIP的复合成形技术,为3D打印技术的应用提供新的发展思路。
三、选择性激光熔化技术的优点和发展趋势
通过以上的分析,SLM技术的优点如下:
(1)能将CAD模型直接制成终端金属产品, 只需要简单的后处理工艺或表面处理。
(2)适合各种复杂形状的工件, 尤其适合内部有复杂异型结构( 如空腔、三维网格) 、用传统机械加工方法无法制造的复杂工件。
(3)能得到具有非平衡态过饱和固溶体及均匀细小金相组织的实体,致密度几乎能达到100%,SLM零件机械性能与锻造工艺所得相当。
(4)使用具有高功率密度的激光器, 以光斑很小的激光束加工金属, 使得加工出来的金属零件具有很高的尺寸精度( 达0.1mm) 以及好的表面粗糙度(Ra 30~50μm)。
(5)由于激光光斑直径很小,因此能以较低的功率熔化高熔点的金属,使得用单一成分的金属粉末来制造零件成为可能,而且可供选用的金属粉末种类也大大拓展了。
(6)能采用钛粉、镍基高温合金粉加工解决在航空航天中应用广泛的组织均匀的高温合金零件复杂件加工难的问题。还能解决生物医学上组分连续变化的梯度功能材料的加工。
由于SLM技术具有以上的优点,它具有广阔的应用前景和应用范围,如:机械领域的工具及模具(微制造零件、微器件、工具插件、模具)、生物医疗领域的生物植入零件或替代零件(齿、脊椎骨)、电子领域的散热器件、航空航天领域的超轻结构件、梯度功能复合材料零件。
特别是在航空航天领域,是典型的多品种小批量的生产过程,尤其是在研发阶段。这方面SLM技术具有不可比拟的优势。有些复杂的工件,采用机加工不但费时,而且材料浪费严重,复杂结构甚至无法制造;铸造能解决复杂结构和提高材料利用率,但钛和镍等特殊材料的铸造工艺非常复杂,制件性能难以控制;锻造可有效提高制件性能,但需要昂贵的精密模具和大型的专用装备,制造成本高。采用SLM方法则可以很方便快捷地制造出这些复杂工件,在产品开发阶段可以大大缩短样件的加工生产时间,节省大量的开发费用。我国正在全力推进大飞机的研发工作,SLM技术将可以在其中发挥巨大的作用。
由此可知,SLM技术代表快速制造领域的发展方向,为产品的设计、生产提供更加快捷的途径,从而加快产品的市场响应速度,更新产品的设计理念、生产周期。
但是,由于巨大的市场价值与商业机密,目前SLM技术的发展与推广还存在一些问题。主要是SLM设备十分昂贵,并且工作效率低,并且由于大工作台范围内的预热温度场难以控制,工艺软件不完善,制件翘曲变形大,因而无法直接制作大尺寸零件,目前还只能制作一些尺寸较小的工件。只有解决以上问题,研发出可靠性和技术指标达到国际先进水平、价格低廉、具有自主知识产权的SLM设备、成形材料和配套的工艺路线等,才能在我国推广这项技术。#p#分页标题#e#
作者:华中科技大学材料成形与模具技术国家重点实验室 周刚
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

