




在上世纪中期,贝尔实验室发明“贝尔太阳能电池”,但是其昂贵的成本限制了太阳能电池行业的发展,即使此后经过55年,光伏太阳能电池的发电量在全球电网中也只占大约0.04%。然而,形势在近几年发生了变化,从平板显示和半导体行业衍生出来的激光加工技术使太阳能行业出现了爆发式的增长。
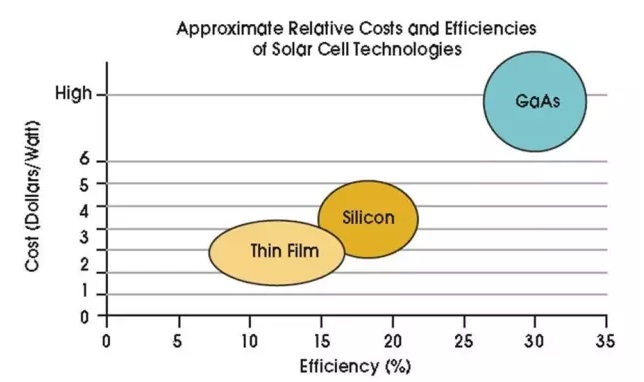
目前商业化应用有三种常见的太阳能电池技术:多结电池,晶硅电池和薄膜电池。多结电池通过在单晶基片上应用化学气相沉积技术而制备,拥有最高的电子转换效率(一般28-29%,甚至可达40%)。由于生产成本非常昂贵,它们通常用于不计成本或者有效面积较小的应用,如卫星或太阳能集中器。晶硅电池的应用最为广泛,单晶或者多晶硅的效率大致是13%到22%范围。薄膜电池是一种新技术,具有相对较低的效率(8-18%)和较低的生产成本。
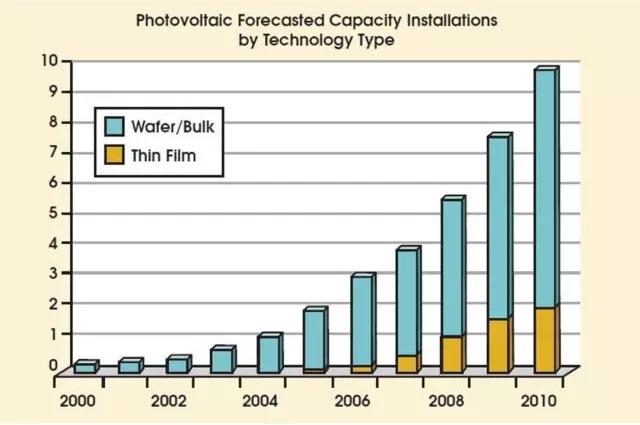
晶硅电池占据着大约93%的光伏市场。在2006年,太阳能应用超过半导体行业,成为硅片最主要的应用方向(55%),这使得硅片的需求大量增加,并造成了硅片价格地飞速升高。因此人们开始寻找替代方案,例如薄膜电池。薄膜电池通常由多层不同材料附着在玻璃或者金属基底上,常见的结构如下图所示。大部分吸收材料使用的是非晶硅,碲化镉(CdTe),铜铟镓硒化物(CIGS)。电池的外电极通常由氧化铟锡(ITO)、氧化锌(ZnO)等导电玻璃(TCO),以及铝、钼等金属组成。二极管泵浦激光器常用于在不同的层次上的连接和绝缘部分划线。
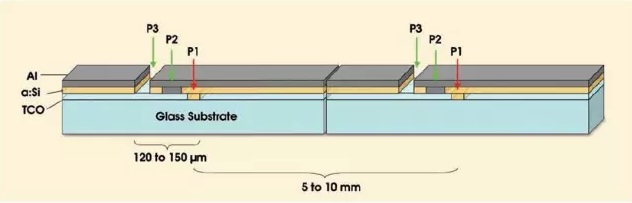
薄膜电池的刨面图, P1, P2和P3通过划线来实现电路连接,TCO=Transparent Conductive Oxide
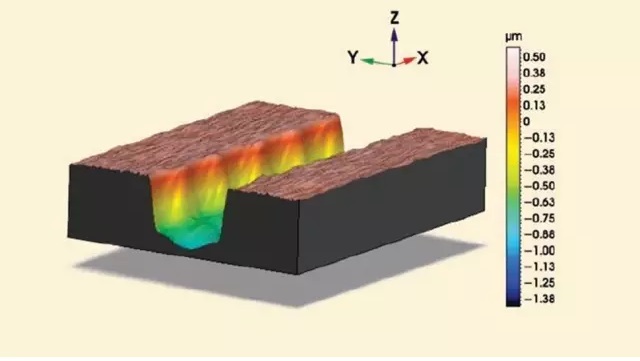
激光划线
制造薄膜电池的第一步是在玻璃基底上镀上电极,此镀膜一般是ITO(Indium Tin Oxide,一种透光材料)。然后P1过程划线电子线路,通常使用调Q激光器1064 nm波长和12-15 W平均功率。为提高产量,激光必须以100 KHz以上的高重频进行快速扫描,脉宽应该很窄(15-40 ns)使得峰值功率高于材料的消融阈值。
实现这种加工过程的理想激光器包括光谱物理(Spectra-Physics)的Navigator,Hippo或者Talon系列,目前全世界已经有数百套这种激光安装到光伏划线设备中。光斑质量和脉冲稳定性也非常重要,它们是确保划线品质、重复性和可靠性的关键。一旦ITO层完成,电池板重新回到化学气相沉积设备中,进行半导体镀膜(一层非晶硅)。
P1层激光划线:玻璃基底上的ITO
之后是P2激光加工过程,利用532 nm激光器从玻璃的背面进行划线。同样,高重频和短脉冲宽度(15-30 ns)是最理想的,而该过程对功率的要求并不高(通常小于1W)。因此可以使用一台低功率绿光激光器,或者一台4-6 W的激光器分成多束同时进行多次加工。当P2过程完成后,电池板进行背电极镀膜(一般是铝),最后进行P3激光划线过程,这也是从背面通过玻璃基底,并使用和P2过程一样的激光器。好的光斑质量和脉冲稳定性尤为重要,避免伤害其他层的材料。适用于P2和P3加工过程的激光器有光谱物理的Navigator, Hippo以及Talon绿光系列(532 nm)。
薄膜电池相对传统硅电池最大的优点是可以全程自动在线生产,平板显示设备的镀膜设备制造商Applied Materials, Oerlikon, Ulvac和Leybold已经认识到这个机遇,开始研发全自动生产线。它和平板显示市场的原理一样,通过增大加工面积来减少成本。
激光系统是这种全自动在线生产线的重要组成部分。就像在半导体和平板显示中的应用一样,激光也能使太阳能电池市场大放异彩。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

