




随着对3D打印的信心增强,越来越多的设计工程师正在寻找这一新工艺可以增加竞争优势的地方。虽然与3D打印相关的成本正在降低,但金属打印仍然是一笔很大的支出。此外,3D打印金属仍然具有许多变量和控件,而这些变量和控件对用户不怎么“友好”。由于投资相对较大且对知识的需求相对较高,设计工程师可能会对金属打印敬而远之。
3D打印金属或塑料的一些初始优点是能够生成其他工艺无法实现的几何形状。此外,内部通道、将多个部件合而为一、优化几何形状、改进功能、减少工具和提高灵活性是设计工程师能想到的一些优势,但也要考虑到3D打印的其他间接优势:
·交货时间长:由于零件或工具的交付周期导致停机成本极高,3D打印可提供解决方案。特别是对于工装,设计工程师可以通过直接打印零件或打印工具来消除或减少时间。
·高库存成本:3D打印允许按需生产,减少库存需求。
·从供应商独家采购:如果3D打印的零件通过鉴定,公司将不再依赖供应商。
·远程位置:当远程位置限制部件交付时,现场3D打印可以消除交货时间。
·进出口成本高:本地化3D打印生产也消除了高昂的进出口成本。
以金属打印设计为重点,牢记成本是非常重要的。重要的是工程师了解金属3D打印流程之间的区别是什么?不同的流程可能具有不同的能力、材料选项,甚至不同的材料属性。设计可以大大增加或减少后处理时间和成本。特别是粉末床工艺,后处理比打印过程更容易浪费更多的时间和成本。下面我们就来探讨一下,在使用金属粉末床3D打印之前,我们进行设计时要记住的一些注意事项和限制。
设计注意事项
了解3D打印是一个不断发展的行业是非常重要的。五年前的机器可能不具备与新设备相同的功能。几年前、不同品牌的指南可以有各种设计参数。例如,如果专家说需要支撑结构来应付超过30度的悬伸。而另一位专家则表示不会,这种冲突可能是由于设备的使用年限或类型,甚至是使用的材料类型。如果设计限制或可能性发生变化,请务必询问原因。
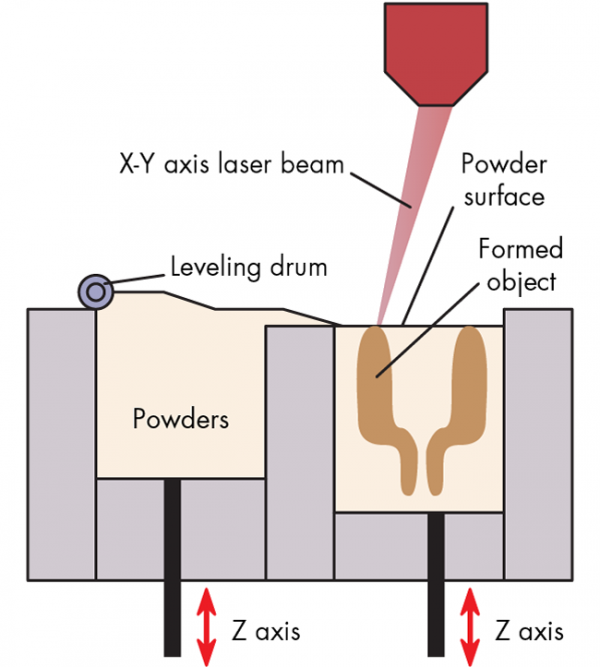
重要的是要理解烧结和熔化之间的区别。烧结通常使用低功率的激光,能量足以压实而不会熔化粉末。这也可能是炒作和营销中被忽略的概念,因此,了解公司是否提供烧结、熔化或两者兼而有之很重要。
在进入3D打印设计时,设计的某些方面不会改变。工程基础如设计中存在的应力不会因工艺而改变。如果零件断裂,不要认为是3D打印工艺造成了问题。金属3D打印的设计,与铸造或CNC加工有很大的不同。例如,减材工艺往往具有尖角,而3D打印受益于渐进式构建,边缘或拐角处呈圆角或倒角。渐进式构建还可能减少面朝下的表面和支撑结构。
3D设计中,应该从CAD软件开始进行更具体的考虑。就像传统设计一样,先行在软件中设计和测试零件可以节省大量的时间和金钱。金属3D打印中,这一过程更为重要。尽可能多地进行数字规划以防止失败,特别是在打印金属时,因为它比其他工艺更昂贵。打印失败会将粉末浪费在失效部件上。此外,根据材料的不同,未固化的粉末需要更换或回收,其中涉及过滤和添加一些原始粉末以确保材料性能得以保持。设计工程师需要重视打印失败导致的成本和时间损失,哪怕花费额外的时间来设置一个过程检查并反复检查CAD文件和新打印代码也是值得的。
缩小软件差距
任何具有Mastercam等程序经验的人都知道,从CAD程序转移到生成CNC机器的g代码可能会出错,甚至会导致机器崩溃。所以设计师最重要的工作是,找到可以识别设计,又专门用于3D打印功能的软件,以填补设计和打印之间的空白。
曾有一本名为《metal Additive Manufacturing Software》的书提供了3D打印的注意事项。部分摘录如下:
·导入:将3D CAD模型用作网格或实体,并执行可打印性检查。如有需要,可以调整或修复模型以使其可打印。
·定位和修改:根据打印时间、表面质量、材料消耗等标准,将零件定位在打印托盘上,以获得最佳效果。可以将制造过程所需的修改(如为后打印机械操作添加材料)应用于模型。
·优化结构:增加体积和表面晶格以减轻重量或增强零件的功能特性。
·支撑:设置消除变形和构建故障所需的支撑结构。
·模拟和分析:能够模拟整个构建过程的软件将能够预测故障并最大限度地减少打印尝试的次数。
此外,也可以通过某些在线检测程序确定打印会否在打印完成之前失败。拥有这些知识可以节省机器的操作时间,还可以避免出错后仍然继续打印,浪费材料却得到一个废件。在线监测可以使用先前的故障变量温度、速度、激光直径、熔体直径的知识来确定是否实时发生缺陷以即时停止操作,避免在废件上浪费材料与时间。
后处理和角度
有很多专家谈到通过改变角度来减少设计中的后处理,但《The Definitive Guide to Direct metal Printing(直接金属打印的权威指南)》提到的另一个考虑因素是上、下表面的区别。与朝上的表面相比,朝下的表面具有更高的粗糙度。用自支撑向下的角度减少后处理,通常会降低面向下的几何形状的表面质量。这同样取决于打印机的类型、过程和材料。
例如,钛合金的自支撑角可达40-45度。而钢,CoCr和铝合金的自支撑角在50-55度之间。如果设计工程师不了解这些角度如何改变向下的表面,那么做一些测试件或进行实验以确保零件质量是很重要的。更改零件方向有助于减少支撑结构和向下的表面粗糙度,但仍有很多需要考虑的因素。
恰当的定向可以减少支撑结构,也可以减少后处理工作和降低表面粗糙度。另外,恰当的定向可以通过将热量传递到构建板或机器本身来减少部件的热应力。
方向可以减少支撑和向下的表面粗糙度,但它可能会产生零件中的孔隙、螺纹和热应力的问题。此外,需要考虑机器是在可用构建空间内工作。
热应力
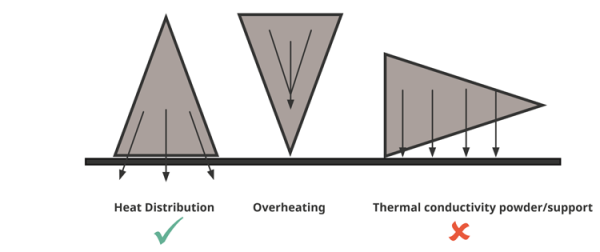
更高的材料熔化温度(例如钛和不锈钢)通常需要更多的能量,从而创造一个快速加热局部区域的过程。由于部件是逐层构建的,缺乏热质的高温导致快速加热和冷却循环。
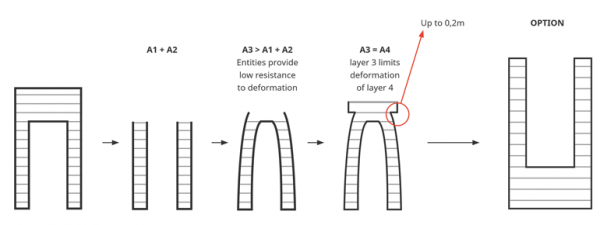
连接的高而细长的几何形状,如桥梁,连接层可能会收缩并使腿部变形。此外,建造在经历过收缩的层顶部的层将按原始尺寸建造并形成悬垂的脊。为了纠正这个问题,可以先用大截面构建零件。
金属烧结,也称为直接金属激光烧结(DMLS),可以降低因过热引起的内应力。如果没有其他一些工艺(包括3D打印和传统工艺)引起的热应力,DMLS零件可以在航空航天和汽车行业中用于可能看到高应力的应用。DMLS还可以消除退火等后热处理。
在观察具有高熔融温度的熔融工艺和材料时,热应力会导致翘曲和收缩。定向零件以减少与构建方向平行的大表面区域(X,Y平面)可以在添加下一层之前帮助散热。支撑材料可以帮助保持几何形状。但是,重要的是要记住部件中的应力,因此在应力消除之前不要移除支撑。在消除热应力之前移除支撑将导致零件翘曲。
具有多个挑战的零件的一个很好的例子可能是大的几何形状,比如一个矩形,具有多个高而薄的腿状连接。颠倒构建零件或从腿向上延伸的矩形开始将解决多方面的问题。第一,矩形的较大几何形状可以像散热片一样使用构建板来减少热应力。
第二,以这种方式定向零件,消除了支撑结构,以承载腿之间的区域。粉末床工艺用未固化的粉末填充空白区域,但是,可以在未固化的粉末上构建区域,而下面没有几何形状或支撑,使其超出公差范围。具有桥梁或悬臂几何形状的打印部件仍然需要支撑。改变方向可以消除对这种支撑结构和向下区域问题的需要。
第三,倒角和圆角也有助于减少热应力。如前所述的长而薄的结构(例如腿或直立结构)可以在层之间的构建空间中移动。添加或拉长倒角、圆角或添加支撑将有助于在Z轴上构建细长几何形状时保持公差。
定向零件可能看起来很简单,但由于热应力、支撑结构以及3D打印带来的其他问题,设计工程师需要知道设备如何使用不同的材料和新的几何形状。拥有可模拟打印过程并考虑材料特性和热应力的软件将减轻设计工程师的“头痛症状”并促进成功的打印。无论有无CAD功能,请记住,热应力与熔化的表面积和凝固过程中的温降成正比。为了缓解这种情况:
·减少每层熔化的面积
·确保沿Z轴最长的方向
·多量小部件要优于一个大部件
·确保基板和机器有良好的热传递
热量传递越好,部件翘曲越少。如果在设计中可以减少热应力,热应力的方向可能就不是一个问题了。这为解决其他方向问题提供了更大的灵活性。
例如,如果零件具有垂直于构建方向的孔或螺纹,则可能需要使用支撑。这将减少后处理。直径小于8毫米的孔可能是自支撑的,但垂直于构建方向的孔无论大小都将是自支撑的。
定向可能很困难,因为对支撑、热应力、孔和螺纹的需求可能需要以不同方式改变方向,不同的流程、材料、软件甚至打印模型可能会消除或减少这些问题。这就是为什么在各种材料和打印机方面的专业知识能够在制造业中提供巨大竞争优势的部分原因。通过了解用于处理零件的材料和打印机的功能,设计人员将能够从一组设计规范开始,这些规范可以极大地改善下游时间和成本。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

