






激光切割机作为钣金件的常用加工设备,具有精度高、边缘热影响区小、切割断面质量好、割缝窄、切割断面平滑等优点,常常作为企业采购的首选设备。
伴随着铁路货车的发展,重载、快捷、轻量化已成为其主要的发展方向。铁路货车产品的设计呈现多样性、结构特点也越来越复杂,导致异形钣金件从种类和数量上越来越多,从经济性上考虑只能采用切割下料方式加工。尤其近年来铁路货车新产品中广泛应用了不锈钢、铝合金等材质,对断面质量及热影响区要求极高,这也加剧了铁路货车制造行业切割能力不足,制造工艺水平不高的现状。因此,许多铁路货车制造厂也迫切需要采购激光切割机等关键设备解决目前能力瓶颈,提质增效。
激光切割机的选型
目前,市场上有两大类激光切割机分别是CO2激光切割机和光纤激光切割机。CO2激光切割机是将二氧化碳、氮气和氦气按照比例,以几千倍的大气压通过一对正负电极,从而产生激光,再利用谐振腔,导出可用激光束,通过飞行光路传导到切割头,经聚焦镜将激光聚焦在加工件上,利用激光射线的单一性和高温熔化、汽化、离子化材料,再配合辅助切割气体吹掉熔化、汽化、离子化的材料产生割缝,来实现切割加工的。(而光纤激光切割机则是将大量半导体管集中激发后将其中产生的若干激光束耦合再通过光纤传送到切割头。)
我国目前市场上的CO2激光切割机的功率均不超过6kW,切割头移动范围不超过2m×6m(原因是飞行光路超过9m激光束会衰减,影响聚焦的模数,进而影响切割质量),模式一般为TM01(个别厂家承诺能达到TM00),光电转换率一般,需要水冷却系统带走多余热量,还需要压缩空气对飞行光路等部位进行保护和空气冷却。这类设备由于进入我国市场较早,拥有技术可靠成熟、切割厚度范围大、易耗件便于采购、辅助气体供应链完善、厂商众多等优势占有绝大部分的市场份额。如图1所示,光纤激光切割机商业化的时间比较短,市场份额占比小,最主要是波长较短,仅有CO2激光切割机的1/10,这较易于材料吸收热量产生热影响区。铁路货车钣金件的常用厚度范围在2~10mm之间,材料种类有碳钢、不锈钢(铁素体和奥氏体)、铝合金等,尺寸精度要求高,对切割热影响区的大小尤为重视。因此,这一缺点就铁路货车制造来说是不能接受的,铁路货车采购应以CO2激光切割机为主。
激光切割机的安装注意事项
很多企业认为CO2激光切割机采购回来,接上电就可以用了,其实不然。该设备还需要压缩空气、冷却水、稳压电源、减压阀、三种激光发生气体和两种辅助切割气体以及恒温间等配套设施,如果使用杜瓦瓶还需要减压汽化装置和过滤装置。
激光切割机对环境的要求较高。周围设备的振动会对其加工精度产生很大影响,因此,在土建施工时需要在基础最外围设置一圈减振沟。在北方城市冬天寒冷,夏天炎热,早晚温差大,这对镜片等元器件影响很大。因此常常需要将其主体安装在恒温间里,但由于还需要上下料,外部交换工作台必须穿过墙体布置在恒温间外,如图2所示。

外部交换工作台
另外,激光切割机机身的设计考虑了自身共振的因素以确保精度,因此恒温间不能与机身硬性接触,主机与恒温间需要减振夹层和绝热层。冷却装置和电控箱在切割时会大量散热,为了减少恒温间里空调系统的压力通常直接为其设置直通恒温间外的散热口,如图3所示。这里还有一个小窍门,可以在这里开一个抽拉盖。作用是夏天热气向恒温间外排放,冬季热气直排到恒温间内以节约能源。

图 散热口
并且由于除尘系统的布袋和废料豆抽屉都需要定期清理,所以在恒温间设计时要充分考虑作业面积,同时,还要注意检修通道。
水冷却系统中需要的去离子水也常常被忽视。在安装初期需要1500L电导率< 10 µS/cm的蒸馏水(工业蒸馏水)用于冷却系统。其中500L用于初次水箱清洗;500L用于调试验收阶段;最后500L在验收结束后加到水冷机里使用,并确保至少每半年更换一次。由于国内的蒸馏水往往不达标,所以一般使用纯净水等代替。另外,应该在设备排水口处铺设下水管道,以便于排放废冷却水。
激光切割机的质量控制
激光切割机内部预置有各类材质、各种厚度的参考切割参数值,一般调用切割程序后可以直接选取进行切割。但由于铁路货车均为中厚板,往往切割质量不佳,出现切不透和挂渣现象,对于这种情况操作人员是比较头痛的,那么如何才能提高质量呢?大体因素分为四大类:
(1)激光发生器:输出功率、激光模式、激光偏振、光束平行度、激光直线度;其中只有输出功率可以在额定范围内适当调整,其余影响因素主要靠设备出厂质量和具体选型保证。
(2)切割头:合适的切割镜片、清洁的切割镜片、准确的焦点位置、喷嘴种类、喷嘴尺寸、光束是否在喷嘴中心。不同厚度的板材选用不同的切割镜片,厂家一般提供5寸、7.5寸、10寸聚焦镜片,镜片厂家除日本厂商外,一般都是美国Ⅱ-Ⅵinfrared公司。每次切割前,操作人员都应对镜片进行清洁,选取适合的喷嘴,查看切割头是否垂直于待加工板材。
(3)编程:可靠的切割路径、预切割。切割程序设置路径要尽量简单,注意设置微连接等功能;切割前最好进行一次预切割以确定是否正确,如图4所示。
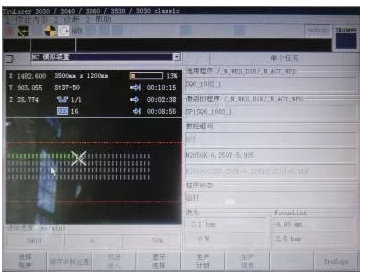
图 程序控制界面
(4)适合的工艺参数:穿刺点、喷嘴高度、功率、切割速度、辅助气体纯度和出口气压。
如果穿刺点在零件轮廓线上还是会看到明显的灼伤痕迹,所以,尽量在轮廓线外侧启弧切线进入效果比较好。
其实影响切割质量最大的是辅助气体纯度和出口气压、切割速度、焦点位置。这里建议先尽量选用气体纯度较高的辅助气体,在此基础上,尝试增加辅助气体出口气压,再调整切割速度,最后再尝试改变焦点位置的方法进行逐步调节。当切割质量稳定后,再固化到加工参数和数控程序中,但要注意不要破坏原参数,要新存一个。
在对不同板材、不同厚度调节辅助气体的出口气压和切割速度时,可以本着碳钢薄板按“高压高速”调节,厚板按“低压低速”调节,不锈钢板和铝合金板薄板按“低压高速”调节,厚板按“高压低速”调节的调整方向尝试。另外,一般情况下碳钢切割采用O2穿刺O2切割,不锈钢和铝合金采用O2穿刺N2切割,但经过实验发现对于铁路货车的中厚板各材质采用N2穿刺N2切割效果更好。
曾经有使用单位询问说,为什么中厚度的碳钢切割断面没有出现蓝色致密光滑的状态?其实只要增加辅助气体的出口气压一般都会出现,希望以上这些使用单位多多尝试。
结束语
其实CO2 激光切割机受到输出功率等因素的制约已经基本发展到极限,而光纤激光切割机随着美国IPG公司的大功率激光发生器逐步商业化,技术的不断成熟,在未来波长短的缺点会被弥补、耦合光束中的有害光也会得到控制、挂渣现象好转,再加上除了需要消耗辅助气体和少量镜片外就只需要电能,高的电光转化率等优点,未来它必然会成为切割设备的主力,尤其在铁路货车中厚板切割中,完全有实力取代等离子切割机和火焰切割机,当然它的应用领域会更加的广泛,真正成为高质、高效、节能的切割主力设备。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

