







LASERTEC包括 5种不同的应用技术:
-
5 轴激光堆焊与铣削
-
花纹表面纹理, 3D 烧蚀, 激光蚀刻
-
5 轴难加工的刀具
-
高动态的 5 轴激光精密切割
-
强力打孔

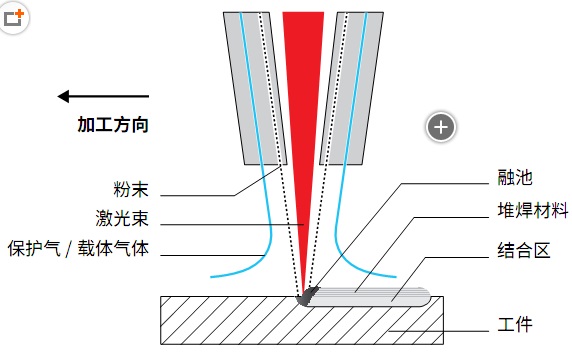
一、激光堆焊与铣削
过去,增材制造仅限于生产原型件与小型零件。金属粉末堆焊的增材制造技术与材料切削加工技术结合在同一台机床上,这开创了全新应用领域与几何成形技术。特别是该创新技术能非常经济地加工切除率极大的大型工件。激光加工与铣削加工间的灵活切换能力可直接加工成品件中无法达到的部位。
加工
-
所有部件可用 SIEMENS NX CAD 模块设计
-
用 NX CAM 生成铣削程序
-
将 SAUER 模块集成在 NX 软件中
-
配光学过程监测器,实时监测生产过程并调节激光输出功率
-
通过多个堆焊步骤生产工件,过程中可进行铣削加工
材质
不锈钢、工具钢、铝合金、 钴铬钼合金 、青铜合金、贵金属合金、镍基合金 、碳化钨硬质合金、钨铬钴合金。
工作原理
将金属粉末逐层堆焊在基体材料上(烧熔中 无气孔且无裂纹)。因此,金属粉末与表面间 的连接强度极高。堆焊过程中,同轴的惰性 气体提供保护,避免氧化。金属层冷却后可 进行机械加工。
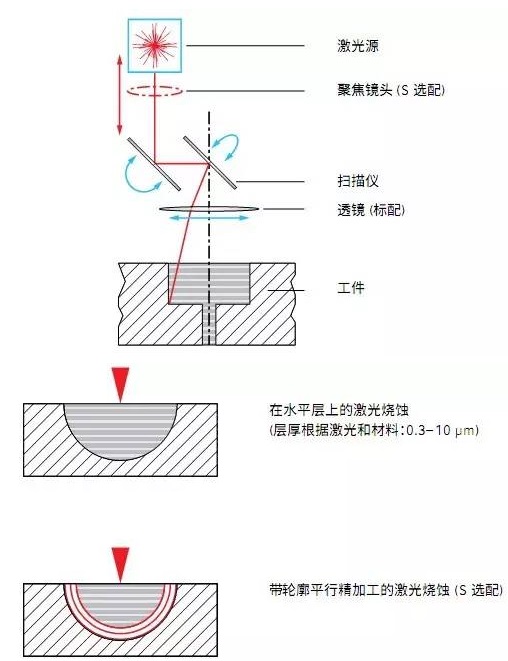
二、花纹表面纹理, 3D 烧蚀, 激光蚀刻
1. 3D 激光烧蚀用于生产微型模具、 冲头、铭文和雕刻
可加工非常细小形状和型腔,3D激光雕刻和大坡度立壁的复杂零件,加工质量高,加工过程安全。以3D-CAD文件为基础,因此没有刀具成本和刀具磨损,也不需要生产相应电极。

2. 激光纹理加工,适合注塑模具制造业的设计优势
用一台机床一次装夹完成3D注塑模加工的紧凑型5轴铣削和激光纹理加工机床。模具铣削完成后,用光纤激光加工表面纹理,无需最终烧熔或电火花加工。
用于汽车内饰的简单皮革纹就像许多消费品的 大批量生产的纹理一样已经过时。5 轴激光纹理加工的创新技术能够快速实现注塑模具个性化 的表面纹理。具有挑战性的视觉表面的设计可能性现在不再受到限制。并且保证了单个表面结构的可重复性实施。

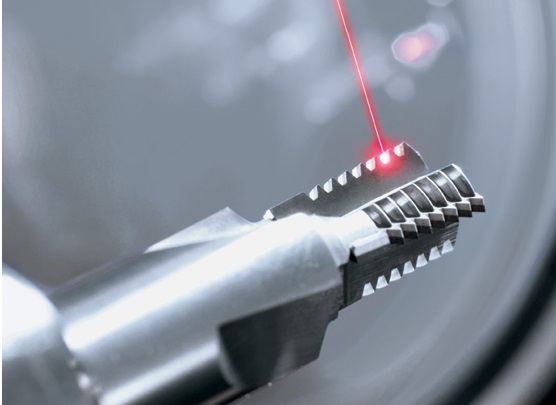
三、使用皮秒激光器 5 轴加工难加工的刀具
凭借高度紧凑且高度稳定的机床结构以及高性能皮秒激光器,特别适用于高难度5轴加工。能灵活加工PCD断屑槽和高性能地完整成形硬质合金刀片断屑槽。加工硬质合金刀具的表面质量能达到 Ra < 0.3 µm,使精密刀具具有完美的刀刃、后角和排屑槽。
传统的机械加工工艺,如通过使用高过程力的磨削和放电腐蚀以及通过金刚石切削材料的负热反应,如今都已经到了极限。LASERTEC PrecisionTool 系列覆盖了 PCD 圆坯的切割、断屑槽的实施以及刀刃和后角的精加工。由于使用了具有高能源效率的新激光光源且无需使用耗材,它可以称作金刚石刀具生产的 “绿色科技”。
四、高动态的 5 轴激光精密切割
LASERTEC系列精密切割机床灵活地用于 2D 和 3D 工件的高动态精密切削。还可根据具体型号和功率调整激光源,使其分别满足工件对相应品质、速度和材质的要求。
在手表、冲压、电子和医疗行业中加工加工材料最大厚度为 4 mm、最小激光切割间隙为20 µm的精密切割件。如今,已能在 LASERTEC 精密切割机床上成功加工冲压件的样件和小批量件,例如模版、仪表部件、手表零件、医疗移植件、关节镜仪器以及纺织纤维用喷丝头。

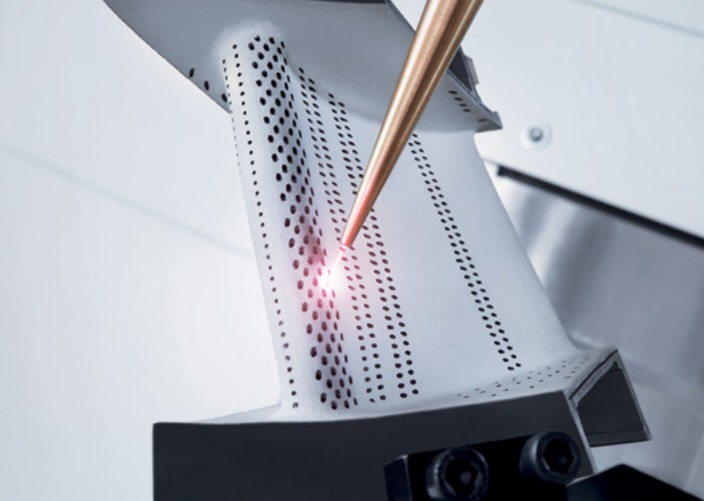
五、强力打孔
针对航空工业和固定式燃气轮机叶轮和部件的激光精密打孔所设计。该机床采用冲击、套料钻或 5 轴联动加工,可对涡轮机导向叶片、燃烧器、燃烧室的部分锥形或圆柱形精密冷却孔以及其它的燃气轮机高压区的其他零件进行激光打孔。自动测头和专用 CCD 照相机将工件准确定位于正确位置上,从而无需再使用额外的夹紧装置。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

