






汽车零部件制造领域,汽车座椅滑轨,调角器,变速箱齿轮等领域都应用了激光焊接进行生产。以齿轮焊接为例,分析激光焊接的优势,齿轮主要分为直齿圆柱齿轮、斜齿圆柱齿轮、锥齿轮、准双曲面齿轮,广泛应用于汽车变速器、同步器、分动器、驱动桥中。

近年来, 激光焊接技术在变速器齿轮焊接中的优势日益明显, 得到了越来越多的重视,是未来发展的主要趋势。由于机床加工技术的局限性, 形状、结构复杂的齿轮组件很难甚至无法整体加工成单件。为了提高工艺性和生产效率, 通常是加工成两个或两个以上的单件再经焊接工艺组合成一个组件。在激光焊接齿轮以前, 齿轮的焊接一般采用电阻焊、感应焊、电子束焊等工艺方法。
与上述焊接工艺相比, 激光焊接齿轮无需在真空中进行, 而且可避免焊接变形, 保证了焊接后的齿轮无需再精加工。不仅如此, 激光焊接可使焊缝深宽比高达10:1, 且焊缝处具有相当或优于母材的综合机械性能, 保证了齿轮可以传递较大的扭矩。因此, 齿轮的激光焊接已成为当今发展的一个大趋势。目前世界各大汽车制造厂竞相采用激光焊接变速器复合齿轮以提高产品在国际市场上的竞争力。我国采用激光焊接汽车齿轮的厂商也越来越多, 如上海大众、上海重庆齿轮箱厂等。

激光焊接变速器齿轮工艺顺序为:
1.焊接清洗: 一般安排在焊接的前一道工序完成。实验中选择无水乙醇代替工业清洁剂用于焊前表面的清洁。
2.压装: 清洗后的齿轮首先要进行压装, 压装是通过压机把要焊接的两个零件压配后紧密结合在一起。入射激光光斑和组对间隙的偏移要求非常准确。因为激光束的聚焦光斑很小,所以焊缝需要高精度定位, 其位置偏离的最大允许值要依聚焦光斑的半径来定, 一般不可大于 0.1 mm, 否则会产生焊接的失效。两对接平面之间高度差太大, 会使激光束的能量大量反射出去,影响焊接的深度和均匀性。所以在压配后, 一般要求平面差小于0.1mm。
3.预热( 可选) : 为了避免产生焊接裂纹, 根据零件材料及加工状态, 有时需要在焊接前进行预热, 特别是对含碳量高或经过热处理渗碳淬火后的零件。
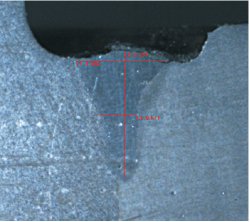
4.激光焊接: 采用IPG 6000光纤激光器对变速器齿轮进行焊接, 以等温正火后的20MnCrS5的2倒档双联齿轮为例, 焊接工艺采用预焊一圈+深熔焊一圈, 图1为焊后的齿轮照片。焊缝截面如图2所示。

5.焊后检测:一般将焊缝切开进行显微观察或者采用超声波探伤检测。目视检查要求焊接飞溅较少,工作面飞溅少,内部气孔和缩孔较少。
激光焊接特别是固体光纤激光发生器的激光焊接因其技术优势, 是未来的激光焊接发展趋势。我国激光焊接设备设计制造水平和能力目前还比较薄弱, 国内主要汽车厂的齿轮激光焊接设备主要依赖进口, 价格昂贵。以大族激光代表的企业已经起步发展并占据部分市场, 这对降低成本促进激光焊接的应用有着良好的推动作用。
激光焊接齿轮工艺已日趋完善,可以控制焊缝气孔和裂纹达到工业要求, 方法稳定可靠, 效率高, 虽然初期投资较大, 但加工成本比机械加工要少5 0 %。激光焊接有着传统焊接无法取代的优势, 必将成为变速器齿轮焊接的主流产品。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

