






什么是氧化铝陶瓷材料?
氧化铝陶瓷是一种以高纯度氧化铝(Al2O3)为原料制备而成的陶瓷材料,是应用最广泛的技术陶瓷(或称先进陶瓷、工程陶瓷)材料。 氧化铝陶瓷特性 高温稳定性:无负载时的工作温度为1000至1500°C。 密度低:仅为3.5g/cm3;是钢铁的一半;重量轻。 高硬度和耐磨性:洛氏硬度为HRA80-90;耐磨性是锰钢的266倍。 良好的电绝缘性:常温电阻率为1015Ω·cm,绝缘强度为15kV/mm。 热导率:20至30 W/MK,适用于导热和散热应用。 应用领域 电子行业:底板、基片、陶瓷膜、绝缘件等。 航空航天:飞机的阻热材料、耐热保护材料;替换火箭及涡轮发动机的高温结构件来减轻设备自重。 医疗器械:医疗装置、人工关节、牙科设备等。 汽车制造:发动机中的隔热材料、密封件、传感器及减震装置等。 机械工程:轴承、密封件、耐磨部件等。
| 主要测试参数: | |
|---|---|
| 激光器型号 | SR 15i & OEM 65iX |
| 功率 | 参见以下测试过程 |
| 波长 | 10.6μm |
| 频率 | 250Hz-10kHz |
| 聚焦透镜 | 2.5英寸 |
| 喷嘴内径 | 2mm |
| 辅助气体类型 | 压缩空气 |
| 辅助气体压力 | 3.5-6Bar |
测试过程和结果
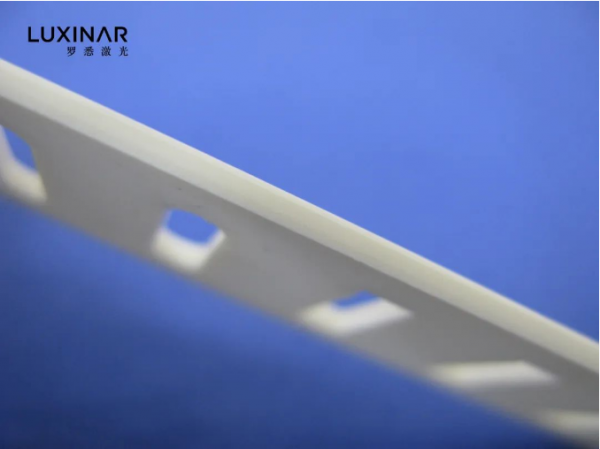
1)2.0mm氧化铝陶瓷
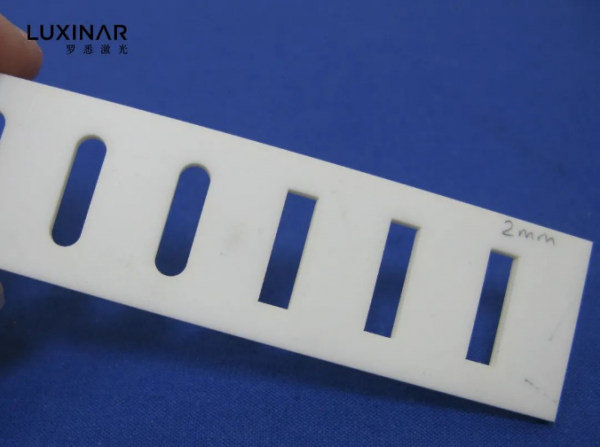
推荐参数:
| 激光器型号 | SR 15i |
| 功率 | 130W |
| 占空比 | 40% |
| 频率 | 700Hz |
| 辅助气体 | 3.5Bar 压缩空气 |
| 切割速度 | 500mm/min |
结果:切割质量良好,边缘光滑干净。
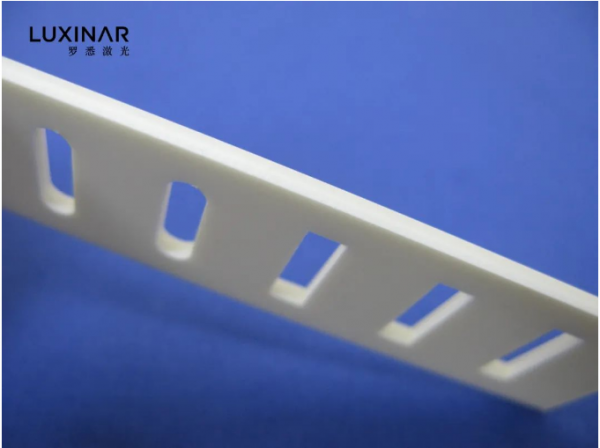
2)2.3mm氧化铝陶瓷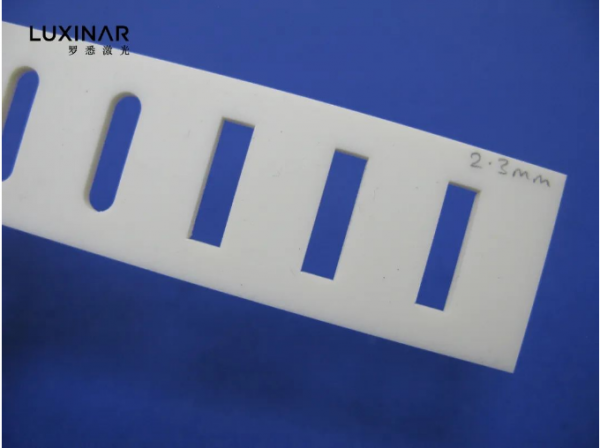
推荐参数:
| 激光器型号 | SR 15i |
| 功率 | 130W |
| 占空比 | 40% |
| 频率 | 500Hz |
| 辅助气体 | 6Bar 压缩空气 |
| 切割速度 | 350mm/min |
结果:切割边缘光滑干净。
3)3.0mm氧化铝陶瓷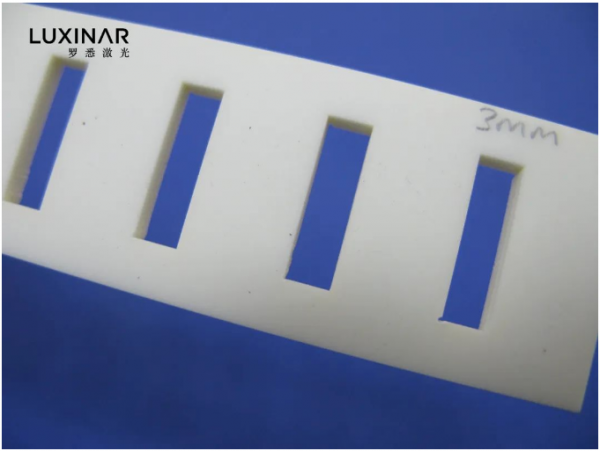
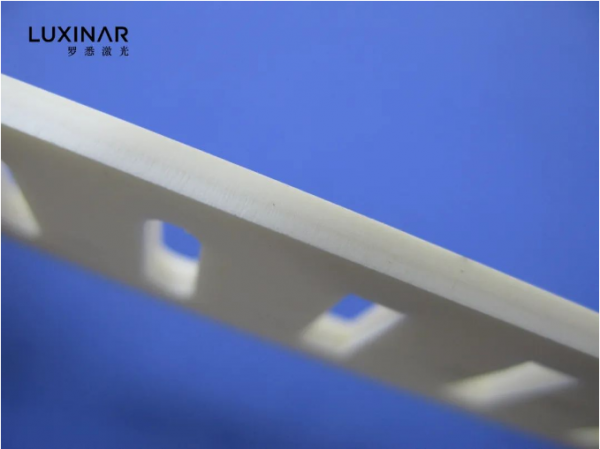
推荐参数1:
| 激光器型号 | SR 15i |
| 功率 | 75W |
| 占空比 | 20% |
| 频率 | 500Hz |
| 辅助气体 | 6Bar 压缩空气 |
| 切割速度 | 10mm/min |
推荐参数2:
| 激光器型号 | OEM 65iX |
| 功率 | 120W |
| 占空比 | 10% |
| 频率 | 250Hz |
| 辅助气体 | 6Bar压缩空气 |
| 切割速度 | 30mm/min |
4)5.5mm氧化铝陶瓷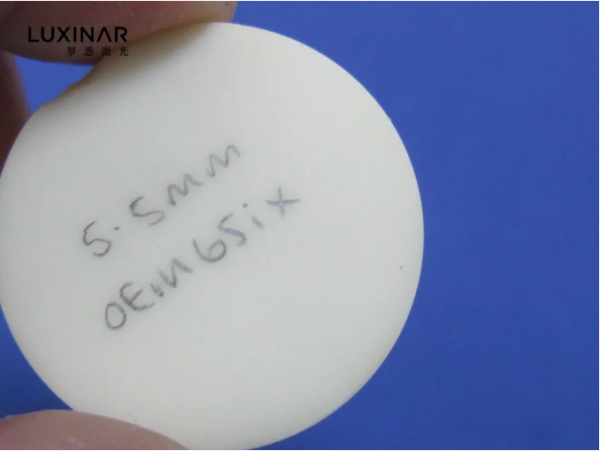
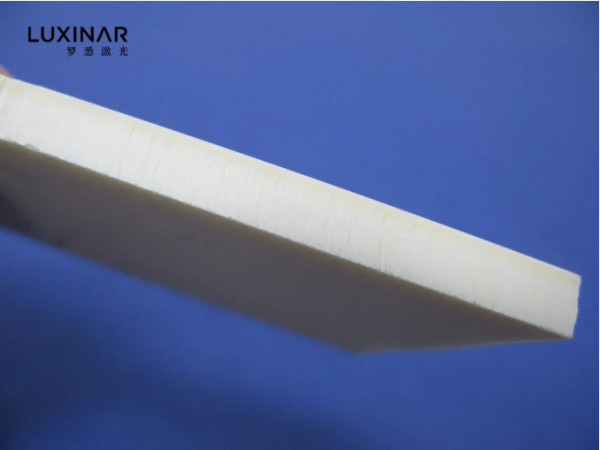
推荐参数:
| 激光器型号 | OEM 65iX |
| 功率 | 120W |
| 占空比 | 10% |
| 频率 | 250Hz |
| 辅助气体 | 6Bar压缩空气 |
| 切割速度 | 10mm/min |
结果:切割质量良好,边缘光滑干净,没有明显挂渣和变色。
5)6.8mm 氧化铝陶瓷
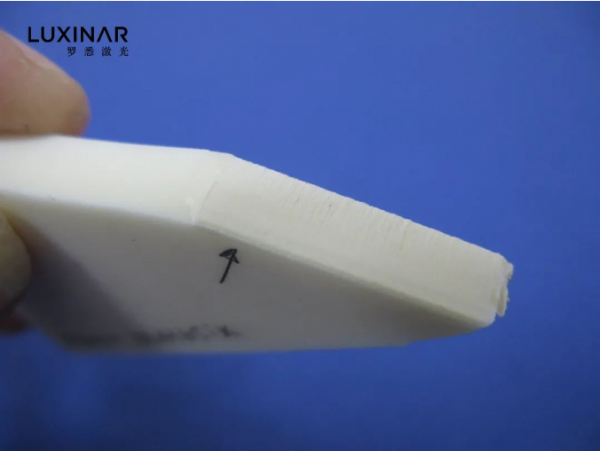
| 激光器型号 | OEM 65iX |
| 功率 | 200-210w |
| 占空比 | 15% |
| 频率 | 1.25kHz-2kHz |
| 辅助气体 | 6Bar压缩空气 |
| 切割速度 | 10mm/min |
结果:切割的边缘质量良好。
1.CO2激光器是否可以切割氧化铝陶瓷材料?
采用降低频率、占空比和加工速度的方法,有助于减少热积累,降低材料内部的应力,有效预防裂缝和裂纹的出现,以上测试均以最佳切割质量作为基准展开。 对于厚度< 5mm 的氧化铝陶瓷片,激光束的焦点应该放在材料的表面,而对于厚度> 5mm的氧化铝陶瓷片,焦点应略低于表面1-1.5mm处,这有助于更有效地将激光能量传递到材料内部,实现更均匀的热分布,减少热应力,从而优化切割质量,并有效减少开裂和底部挂渣出现的可能性。 高气压(6bar)可以有效减少底部挂渣以及材料边缘的碳化现象,此外,还可以考虑使用氧气作为辅助气体。 对于所有的氧化铝陶瓷的加工,都建议在激光传输光路中加装后反射隔离装置(ATFR),以防止反射光束对于光学器件的损伤。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

