






超短脉冲(USP)激光器加工玻璃速度快、精度高,无需任何化学腐蚀过程。USP激光器尤其适合加工玻璃基材上的金属结构,以及加工玻璃基材本身,比如,微流道。

图1:皮秒激光系统加工玻璃基材上微流控图形
在电子领域,小型化导致对高度集成的微芯片的需求不断增加,包括玻璃基板。玻璃基板制造商也因此提供了多种厚度、热性能、超高电阻和优化的涂层玻璃以应对挑战。而且,不同玻璃在不同激光照射下的光学性能不同。LPKF ProtoLaser R4超短脉冲激光系统对于这些加工任务均能轻松处理。
1、玻璃表面薄膜金属结构的加工
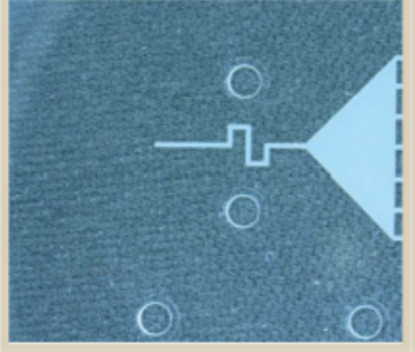
图2:ProtoLaser R4加工玻璃,切割边缘精准,且不会产生任何微裂隙。
玻璃材料表面先被金属化,随后进行加工,按照设计图形,制作成天线、传感器或导体结构 - 理想情况下,加工过程中完全不会损伤敏感的玻璃基板。传统加工工艺复杂,仍需昂贵的涂层、曝光并需要通过湿法蚀刻进行化学腐蚀。图形的制作需要多个连续工艺步骤,并需要购置包括曝光显影以及化学药液槽等设备。
ProtoLaser R4 超短脉冲激光系统通过调整脉冲能量、脉冲频率和加工速度,可精确去除各种厚度的材料,并且不影响任何底层材料。按照设计图形,激光对材料分步加工,每步都部分去除和进行图案化,最终轻松可靠地创建所需的结构。
设置适当的加工参数可确保冷烧蚀,且不会在激光轨道边缘和玻璃上产生热效应。甚至玻璃基材的光学性能也几乎保持不变。
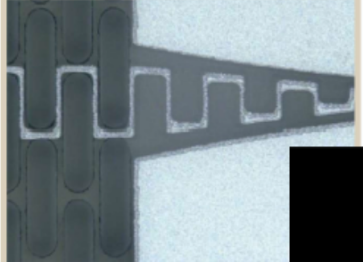
图3:激光加工预钻孔玻璃上的导电图形。得益于靶标识别系统,激光可以在孔间形成不间断的导电路径。
激光加工的第一步,集成的摄像头自动识别被加工材料上的靶标,根据定义的参考点或基于软件的基准点。从参考位置开始,将基材放置到真空吸附工作台,超短脉冲激光器以 10 μm 的定位精度去除金属层。图 3 显示了预钻孔玻璃上的金属层上精准对位的电气连接,该连接是通过对样品的精准对准、位置检测和精确激光烧蚀而创建的。图 4 展示的是玻璃基材上的电容结构,线宽/间距仅为 15/25 μm。
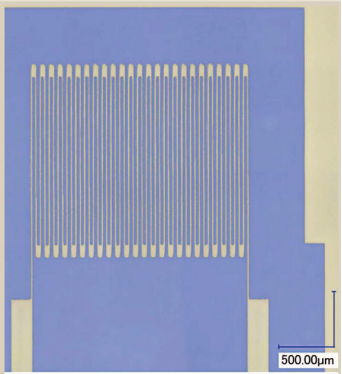
图4:50nm厚度的钛粘合剂将300至400 nm的铜层覆在肖特AF32玻璃基板上,通过PLR4加工金属层形成电容结构。
2、玻璃上厚金属镀层的多个操作步骤
对于玻璃上的厚金属镀层,需要根据精准的厚度进行多次操作。在层厚允许的情况下,高能量激光脉冲可以实现快速加工。随着金属层变薄,ProtoLaser R4 会降低激光能量以保护基材。两个阶段的加工方式确保了加工时长和加工质量,可与薄金属镀层相媲美,而且将对玻璃基板的影响降到最低(图5和6)。

图5:USP超快激光器加工玻璃上初始厚度160 um的金层剖面图

图6:玻璃上的全息表面天线
3、玻璃加工:切割、钻孔、微流道
现在,使用激光刻蚀金属层是许多实验室的标准做法。得益于超短脉冲激光器,Protolaser R4 仅需一步,即可直接加工玻璃(图 7)。切割和钻孔已经是常规应用,超短脉冲激光还可以进行定深加工。
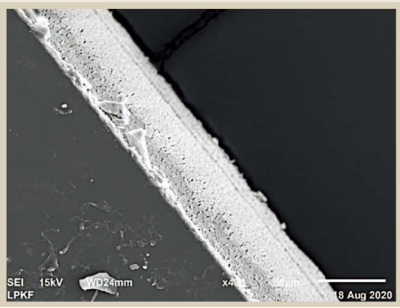
图7:激光加工玻璃的显微镜下画面:左下角是未加工的玻璃表面,浅灰色条带是切割表面的微观侧视图。
在物理学中,通过微流体研究当微流道狭窄到只有几个分子直径时液体的力学特性。在化学中,通过微流体研究涉及皮升体积的化学反应,而在生物学中,通过微流体可分离出单个细胞,并对其进行生物体内的化学实验。其共同之处在于均是处理µL、nL或pL范围内的微量液体体积。微流控电路在亚毫米或亚微米范围内运行,使芯片实验室应用成为可能,如可穿戴设备、自动葡萄糖监测和快速血液或粪便检测。
微流控中涉及的材料通常是PDMS, PMMA, COC, LTCC以及玻璃。虽然所有这些材料都可用于样品制作,但玻璃比其他微流控材料有着更明显的优势。传统工艺包括昂贵的湿法腐蚀,光刻和化学蚀刻,限制了它的使用。如今,超精细的微流体通道可以通过ProtoLaser R4超短脉冲激光加工,无需任何化学腐蚀工艺,一步成型。
通过研究BF33或Mepax玻璃的微流控设计工艺步骤,展示了从CAD设计到最终成品玻璃样品的简单过程。德国耶拿的肖特BF33是一种高性能硼硅酸盐玻璃。这款玻璃在可见光、近红外和紫外波长范围内有着高透明度。其视觉质量和光学清晰度加上其高耐化学性和抗冲击性,使其成为包括微流控实验室应用的理想选择。
由于BF33玻璃在低紫外波长下的高光透射率,需要使用短脉冲激光器进行处理,在这种情况下,实验使用了ProtoLaser R4皮秒激光器(波长515 nm)。设计图形尺寸为46mmx10mm,通道宽度为150um(图8)。图9显示了不同厚度的肖特BF33玻璃在紫外范围内的透射率,虽然该型号玻璃的透射率很高,但超快脉冲的能量可对其进行反复处理。
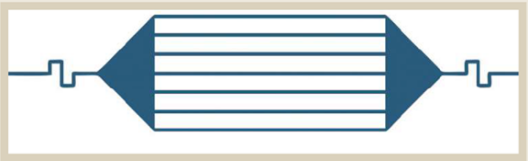
图8:微流控的CAD 二维设计图
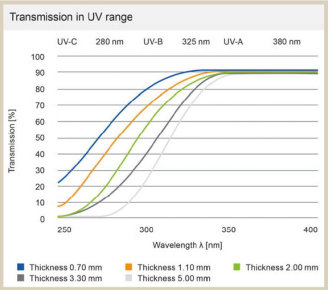
图9:不同厚度的肖特BF33高硼硅玻璃在紫外激光下的透射率
虽然对这种材料的钻孔和切割均有确定的参数,但定深加工还没有确认过。在复杂的实验中,设置了40um定深加工的参数,本次整个样品加工时间为31分钟。
玻璃钻孔和定深加工应用展示
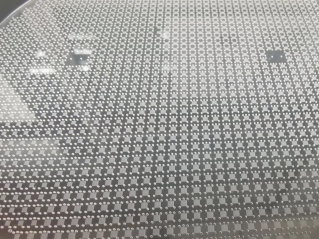
随后使用基恩士的激光显微镜进行测量,结果显示深度为42 um。经过超声波清洗,加工过程中产生的污染完全被去除。加工区域的表面光滑度为 Ra = 0.6 um,这也证明了此加工系统对要求严苛的微流控应用的适用性(图 10)。
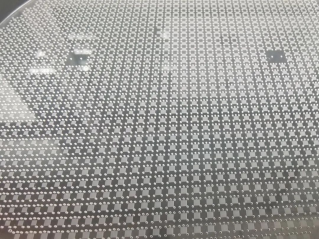
图10 :超声波清洗后的沟道图片
通过进一步的测试,包括在肖特Mepax 0.3 mm玻璃上,也证实了该方法的适用性。当然,开窗的盖板玻璃也可以使用激光进行加工,且不会损伤任何涂层。
4、多个应用,一步成型
从设计到完成样品制作只需一个小时,这在传统的玻璃加工中是完全不可能的。LPKF ProtoLaser R4不需要多个加工步骤,只需要CAD设计图纸即可直接用激光加工图形,大大加快了研发进程,减少了等待时间,无需任何化学蚀刻步骤,并且因为其超高的控制精度,在绝大多数情况下都超过传统工艺的加工品质。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

