




1960年5月16日,美国年轻的物理学家梅曼成功研制出人类历史上的第一台激光器—红宝石激光器,它能产生频率单一、方向高度集中的光—激光。激光是20世纪以来,继原子能、计算机、半导体之后,人类的又一重大发明,被称为“最快的刀”、“最准的尺”、“最亮的光”和“奇异的激光”。自此,激光作为一种先进的加工技术迅速发展起来,并在各个领域中得到广泛应用。

图1-机械切割(金橙子科技公众号)
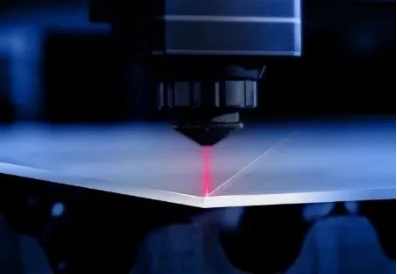
图2-玻璃激光切割(建筑玻璃与工业玻璃公众号)
尤其在玻璃切割行业中,传统的玻璃机械切割技术已逐渐不能满足生产所需的对高效率、高质量和异形加工的要求,而具有高亮度、高方向性、高单色性和高相干性的激光开始受到越来越多厂家的青睐。
接下来,文章将从玻璃材料的特性、激光基本参数、激光光源的种类以及玻璃激光切割的原理等内容进行具体展开,欢迎阅读。
玻璃材料的特性
物理特性:玻璃的物理特性非常特别,是其能够区别于其他材料的重要特点。首先,玻璃是一种非晶态固体,这意味着它的原子结构并不规则,不具备传统晶体材料所具有的长程有序结构。其次,由于没有晶体结构的限制,玻璃具备非常高的抗拉强度和抗压强度,也具有高度的抗腐蚀性能和耐高温性能。但由于玻璃结构是一种非晶态固体,导致玻璃并非是一个理想的能量状态,它易于发生变形、断裂。
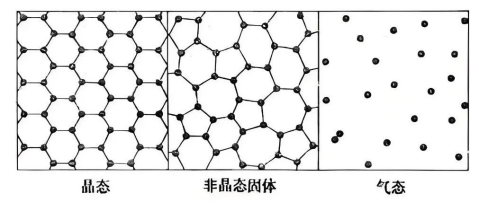
图3-晶态和非晶态固态结构(百度)
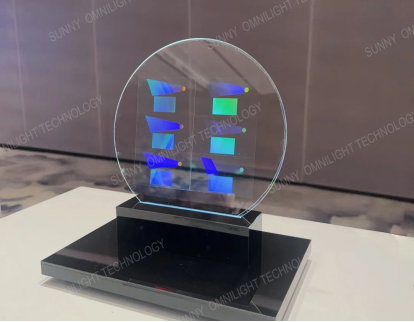
图4-玻璃作为AR光波导衬底应用
光学特性:玻璃材料的光学特性主要表现在具有高透过率、低反射率、低吸收率、低色散度及非常高的光学折射率及均匀性,这些优良特性对于制造精密光学器件非常重要,是玻璃成为优良的半导体材料的主要原因,例如在AR行业可作为光波导的基底材料。
激光的基本参数
这里为大家,简单介绍下激光的一些光学和性能的评价参数。
基本参数 | 含义 |
脉冲宽度 | 简称“脉宽”,指单个脉冲的持续时间,单位有:微秒(us)、纳秒(ns)、皮秒(ps)、飞秒(fs)等,一般指峰值高度一半时的透射峰宽度 |
重复频率 | 指1秒内重复发出的脉冲个数,单位是赫兹(Hz) |
单脉冲能量 | 指单个脉冲携带的激光能量,单位是焦耳(J) |
峰值功率 | 指单个脉冲所能达到的最高功率,单位是瓦特(W) |
平均功率 | 指单位时间内输出的激光能量,是脉冲能量和重复频率的乘积,单位是瓦特(W) |
光束质量 (M2) | 又称光束的衍射倍率因子或质量因子,它是实际光束的束腰宽度和远场发散角的乘积与理想光束(基模高斯光束)的束腰宽度和远场发散角的乘积之比。M2值的大小反映了激光束的空间尺寸、聚焦能力和光学质量。当M2值越小时,表示激光束的质量越好,聚焦能力越强,光束越集中,M2的理想值为1 |
激光光源(激光器)的种类
激光器作为激光设备的核心部件,是加工光束产生的源头,主要由工作物质、激励能源和光学谐振腔三个部分组成。
其中工作物质是激光器的核心,只有能实现能级跃迁的物质才能作为激光器的工作物质。工作物质决定了激光器能够辐射的激光波长,它需要具备实现粒子数反转的能力,才能让受激辐射得以发生。
激励能源也称为泵浦源,其作用是给工作物质以能量,即将原子从低能级激发到高能级的外界能量。能源类型有光能源、热能源、电能源、化学能源等。
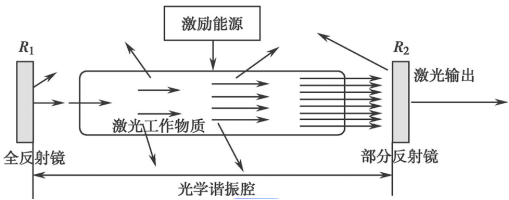
图5-光学谐振腔作用原理(百度百科)
光学谐振腔通常由两个相互平行的反射镜组成,其中一个反射率接近100%,另一个则为部分反射,使得光子在腔内往复振荡,不断引起受激辐射,最终形成激光输出。主要有三个作用,使工作物质的受激辐射连续进行;不断给光子加速;限制激光输出的方向。
根据工作物质的物态,激光器的种类大体可分为:
激光器种类 | 工作物质 |
固体激光器 | 金属离子掺杂晶体(Nd:YAG、Nd:YVO4) |
气体激光器 | 氦氖、二氧化碳、氮气、KrF、XeF等 |
液体激光器 | 有机荧光染料溶液、含稀土金属离子的无机化合物溶液 |
半导体激光器 | 砷化镓(GaAs)、硫化镉(CdS)、磷化铟(InP)等 |
自由电子激光器 | 在空间周期变化磁场中高速运动的定向自由电子束 |
就作业效果而言,使用相同波长相同功率的激光器,其脉宽越窄,峰值功率越高,加工效果就会越精细。激光器的能量换算遵循以下公式:
公式:峰值功率(MW)= 脉冲能量(E)÷脉冲宽度(s)
例如,使用相同功率的355nm波长激光器对0.1mm厚度的不锈钢薄片进行钻孔。左图是使用脉宽为3.3ns的激光器作业效果,右图是使用200fs的激光器作业效果;对比可以看出,飞秒激光器的钻孔作业效果明显要好于纳秒,使用飞秒激光器的孔边界更清晰,热影响更小,基本没有熔渣。
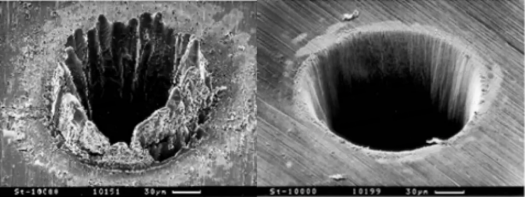
图6-纳秒激光钻孔&飞秒激光钻孔(金属加工微信公众号)
玻璃激光切割技术的原理
大体上可以分为熔融切割法和裂纹控制法。
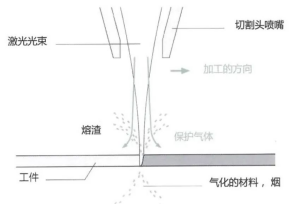
熔融切割法:利用玻璃的延展性和塑性,通过使用高能量的激光束照射到玻璃表面(一般为CO2激光束),利用高温使玻璃融断,同时气流吹走熔融的玻璃碎屑,产生一道沟槽,并利用辅助的机械装置沿着沟槽把玻璃掰断,实现玻璃的切割分离。

![]()
图7-熔融法切割原理(《The laser as a tool》)
裂纹控制法:在玻璃切割行业更为普遍,根据使用光束的不同,有不同的细分。比如,使用贝塞尔激光束切割+CO2裂片的工艺路线,其加工过程分两步:① 制造微裂纹产生;② 引导微裂纹扩展。加工作业时,先使用具有超高功率密度的贝塞尔激光束,应用材料高温气化原理,使玻璃内部产生纵向纳米通孔,再结合玻璃自身的硬脆特性,相邻通孔间会自发延展出裂纹,形成表层横向联通裂纹;再使用非接触式10.6um波长的CO2激光,应用玻璃对此波长光超高的表吸收特性,控制CO2激光束沿贝塞尔激光束产生的通孔轨迹扫描,使玻璃表层温度急速升高,产生“热涨”,以增加表层横向联通裂纹处的应力,从而引导表层横向联通裂纹纵向延展,直至玻璃断裂分离。
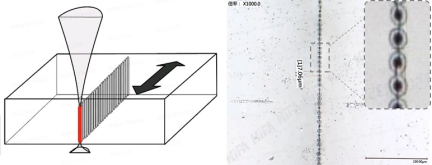
图8-表层横向联通裂纹图
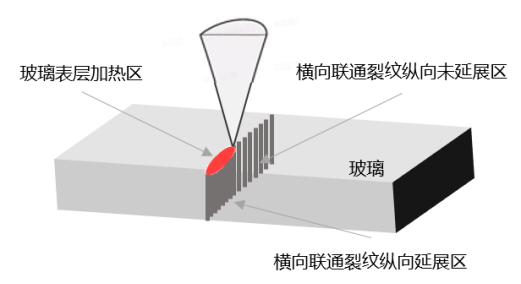
图9-CO2玻璃裂片原理图
通过熔融切割法和裂纹控制法切割出来的玻璃产品的主要区别之一在于截面粗糙度。熔融切割出来的玻璃产品,截面呈琉璃状,整体表现为亮面,粗糙度值<100nm;反观,通过裂纹控制,使用贝塞尔激光束切割出的玻璃产品,因为截面改性更彻底,粗糙度值>200nm,整体表现为磨砂面。

图10-熔融法切割玻璃截面(罗悉激光公众号)
图11-裂纹控制法切割玻璃截面(贝塞尔)
玻璃激光切割技术的优势
相较于传统的金刚石刀轮、砂轮,玻璃激光切割技术的优势总结如下:
项目 | 激光切割 | 传统切割 |
加工速度 | 快,不受材料硬度影响 | 慢,受材料硬度影响 |
加工精度 | 高,聚焦后的光束非常细 | 中等,工具磨损会影响精度 |
加工方式 | 非接触式加工,无机械应力 | 接触式加工,会产生机械应力 |
边缘质量 | 边缘平滑、无裂纹、且崩边尺寸可控 | 粗糙、存在微裂纹,需要后续研磨 |
残余应力 | 较小,切割边缘强度高 | 较大,可能导致边缘易碎裂 |
异形切割 | 支持,可精确切割复杂异形 | 有限,仅支持大R角的曲线 |
加工效率 | 高,自动化程度非常高 | 中等,多为半自动机台 |
技术展望
随着消费者市场对高精密玻璃产品需求的日益增长,尤其是在AR智能眼镜等新兴消费电子领域,激光切割技术凭借其无与伦比的精度和再现性,成为了满足这些需求的理想解决方案。
另一方面,随着AR、VR智能设备等的不断发展与市场落地,厂家对所用光学玻璃的成型切割与一致性方面的要求越来越高,不仅要求切割边缘光滑,切割品质均衡,良品率高,还要求不能破坏光学玻璃表面的镀膜。
在未来,相信激光切割技术会越来越成熟,让更多的企业和消费者受益于激光切割技术的快速发展。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

