






随着新能源汽车和电子产品产业的快速发展,铜及铜合金在电机、传感器、发电和传输设备、电路板等产品中扮演着极为重要的角色,铜件间的连接需求也随之日益增长。
基于铜对大多数高功率工业激光的高反射率以及焊接过程中的高导热性,激光焊接铜材料遇到一些挑战,比如:熔合困难、变形量大、焊接不稳定,易产生孔洞及飞溅等。随着激光焊接技术的飞快发展,焊接铜材所面临的上述问题也逐渐迎刃而解。
铜及铜合金的激光焊接技术原理和特点
铜及铜合金的激光焊接技术原理:利用激光束的能量,将铜及铜合金材料进行加热和融化,使其形成焊接接头。该技术具有焊接速度快、变形小、精度高、自动化生产等优点,已在电子、通讯、汽车、医疗等领域得到了广泛应用。
01焊接速度快
-激光焊接速度比传统焊接方法快,可以提高生产效率;
02变形小
-激光焊接过程中,材料变形小,可减少焊接后的加工量;
03精度高
-激光焊接可以实现高精度的焊接,可以满足高精度产品的需求;
04自动化生产
-激光焊接可以实现自动化,可以提高生产效率和降低成本。
主流焊接铜及铜合金的激光焊接技术
针对不同铜结构件的连接需求以及应用场景,可灵活采取恰当的激光焊接方式。目前,铜及铜合金的焊接主要采用以下四种主流激光焊接技术:
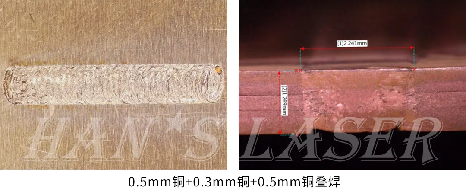
01环形光斑焊接——较大的铜结构件和熔深
采用一根光纤输出两个同轴光束,中心光束和外环光束功率可独立调节,实现高亮度中心光束和较大外环光束的任意组合。中心光束主要进行深熔焊接,而外环光束则起到使逸出的蒸汽动能最小化,并稳定熔池Q降低温度梯度的作用。在高速焊接取得较大熔深同时,能更有效减少飞溅,焊缝成型平整美观。

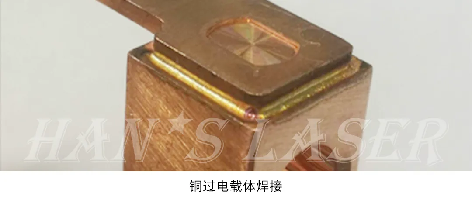
02单模激光器+摆动焊接--薄铜板、小结构件
较小的光纤芯径可获得较高的功率密度,可实现匙孔的瞬时耦合和形成。在摆动模式下,能量分布相对均匀,在相对较低的线性焊接速度下也能获得稳定匙孔,有效减少铜因能量耦合不稳走、冲温过热而产生的孔洞及飞溅。
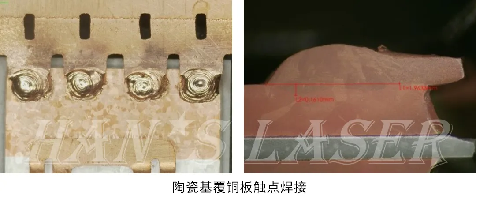
03绿激光焊接——热输入小,减小形变量
室温下铜对绿激光的吸收率是近红外激光的8倍,在取得相同焊接熔深的情况下,绿激光的热输入远低于近红外激光,从而减小产品的形变量,并降低对焊接位置周围元器件的损害。
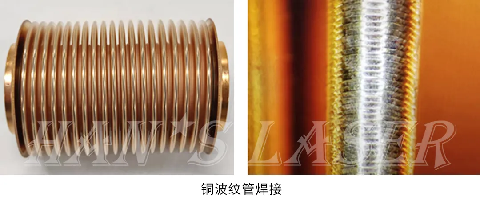
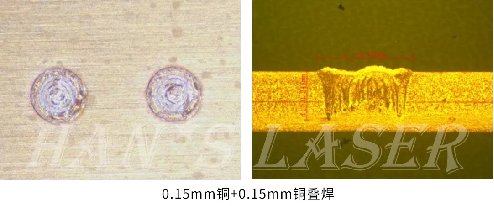
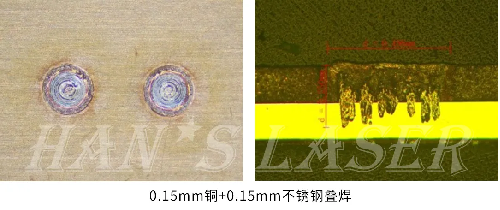
04纳秒激光焊接——精密元器件的微焊接
纳秒激光器峰值功率高,脉宽短(纳秒级),可精准控制热输入,通过高重复频率来实现金厘焊接,尤其适合高反材料及异种金属焊接。焊接熔深稳定,在异种金属焊接中可有效抑制金属化合物生成。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

