






文稿:大族光子/焊接产品线/应用部 邓时累
1 项目背景
交流高压气体绝缘金属封闭开关设备(以下简称“开关柜”),具有结构紧凑、操作灵活、联锁可靠等特点,广泛应用于电力系统小型二次 变电所、开闭所、箱式变电站、住宅小区、工矿企业、大型商场,特别适用于机场、地铁、铁路等对用电要求较高的场合。激光焊接技术属于高能束焊接新技术,与传统焊接相比,激光焊接的优势在于热变形小、焊缝深宽比大、精度高、易于实现自动焊接,在开关柜箱体的制造加工中得到了广泛应用。开关柜制造常用板材为3 mm及以下的不锈钢,焊接的关键是保证其气密性和强度,激光焊接此类产品时应注意避免漏焊、焊穿、未焊透、未熔合等焊接缺陷,激光焊开关柜如图1.1所示,接头形式为角接和T型接头,如图1.2所示。
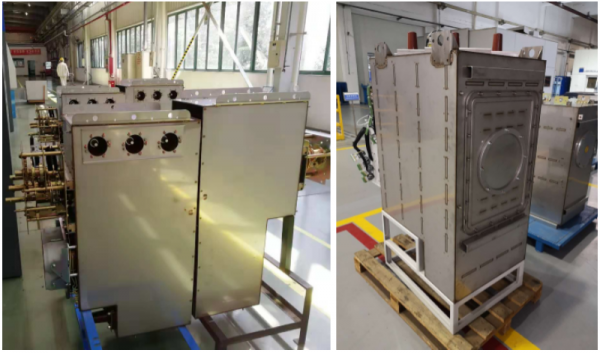
图1.1 开关柜

图1.2 开关柜接头形式
大族光子激光器已在开关柜行业实现批量焊接应用,在焊接质量提升上积累了丰富经验,本文针对开关柜光纤激光焊接工艺提升进行总结分析。
2 焊接设备简介
针对开关柜焊接,大族光子提供6000W单模块激光器,该激光器具有光电转换效率高、调制频率范围宽、抗高反能力强、稳定可靠性高、加工效果好和免维护运行等突出优势,广泛应用于切割、焊接等工业加工领域,激光器如图2.1所示,激光器参数见表2.1。
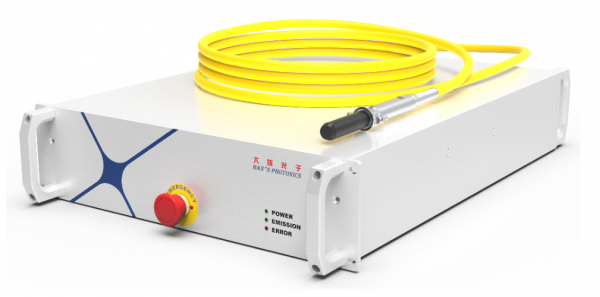
图2.1 大族光子6000W激光器

表2.1 大族光子6000W激光器技术参数
开关柜焊接整机系统可采取机器人焊接形式,针对大尺寸开关柜,可采取三维五轴机床焊接形式,实现一次装夹多面焊接,设备如图2.2所示。
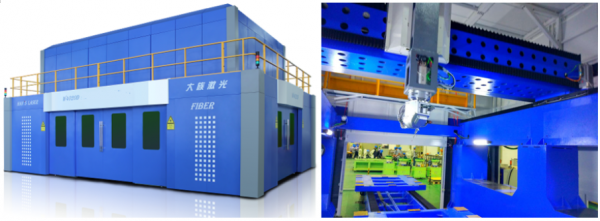
图2.2三维五轴焊接机床
3 常见问题及分析
3.1开关柜焊接常见问题
开关柜焊接常见问题包括:
(1) 焊接飞溅过大,焊缝光洁度差,影响焊接质量,如图3.1(a)所示。
(2) 工件表面焊后烟尘污染严重,焊缝周边存在较多的黑色物质,如图3.1(b)所示,烟尘附着于板面影响焊缝外观且不易完全清除。
(3) 长缝连续焊接后段易出现熔不透现像, 如图3.1(c)所示,影响焊缝强度及气密性。

图3.1开关柜焊接常见问题
3.2 问题分析
(1)飞溅的产生与焊接光斑大小、焊接速度匹配相关,为减少焊接飞溅产生,可适当增大光斑并降低焊接速度,以便提高激光小孔的稳定性,从而减小焊接飞溅;焊缝光洁度与焊接气体保护密切相关,开关柜焊接为减少干涉及简化编程方式,一般采取同轴吹气保护方式,常规的同轴吹气方式保护效果不佳,造成焊缝氧化过重,影响光洁度,同时带来飞溅。
(2)光纤激光焊接不锈钢吸收率高,在焊接过程中会产生大量的烟尘(金属蒸气),如图3.2所示,大量的烟尘不仅对入射激光产生干扰形成飞溅,还极易附着于工件板面形成黑烟污染,要解决此问题,必须使烟尘得到良好的扩散,在兼顾焊接气体保护的同时,如何有效实现烟尘扩散是获得良好焊接质量的关键。

图3.2 光纤激光焊接金属蒸气及飞溅
(3)大尺寸开关柜长焊缝后段熔不透的现象与焊接头镜片的热变形有关,在进行长缝连续焊接时,焊接时间较长,焊接头内部的镜片会有一定的受热变形,镜片变形会导致焦点产生漂移使光斑变大,光斑变大后能量密度变低造成熔深变浅,焊接离焦量设置越大,焦点漂移的影响越敏感。
4 改进措施
对于上述开关柜焊接遇到的问题,问题(3)改进措施包括:一是选择抗焦漂能力好的焊接头,二是做好焊接头的防污染,三是避免采用大离焦焊接;问题(1)和问题(2)通过工艺参数优化匹配可在一定程度上进行改善,但不能从根本上解决,必须结合气流保护控制才能彻底解决,本文对此作重点阐述。
4.1 同轴保护装置优化设计
气体保护是影响焊接质量的一个重要因素,良好的气体保护不仅可以减少焊接飞溅,还可提高焊缝光洁度。常规同轴吹气保护方式如图4.1所示,焊接头最下端安装有一个单层或双层铜喷嘴,上方设置有横吹模块进行飞溅防护,喷嘴通过外接保护气向焊接熔池施加保护,该方式不足之处在于保护气易卷入空气,无法起到很好的气体保护效果。

图4.1 常规同轴吹气保护喷嘴
针对开关柜焊接开发的同轴保护装置如图4.2所示,装置结构主要包括连接环、气腔环、上进气口(两侧对称设置)、下进气口(两侧对称设置)、环形气罩、喷嘴等,其中,喷嘴距工件板面的高度可调,环形气罩距工件板面的高度可调。

图4.2同轴保护装置
上进气口和下进气口均通入焊接保护气,气体通入后可形成多路气流,分别为排空气流、喷嘴气流和气罩气流。装置的应用原理如图4.3所示,喷嘴气流向下方喷射,对从小孔中喷射出来的蒸气羽烟在中心区域进行压制,通过抑制蒸气羽烟在激光束入射路径上的喷射高度,可减少其对激光束的干扰,提高焊缝成形的均匀性并保证焊缝熔深,同时,喷嘴气流还可对熔池局部进行气体保护,喷嘴气流压力需适中,压力过小则无法抑制蒸气羽烟的高度,入射激光束受蒸气羽烟的干扰大,熔池及小孔稳定性差;压力过大则会将蒸气羽烟压制于工件表面,造成工件表面黑色烟尘附着,影响工件清洁度,甚至造成焊缝凹陷;气罩气流从较高处喷出,具有较大的喷气面积,可较好的排除熔池周围的空气,但需要注意的是,气罩气流压力需适中,既要保证排空效果避免焊缝氧化过大,又要利于蒸气羽烟向上扩散不附着于工件。
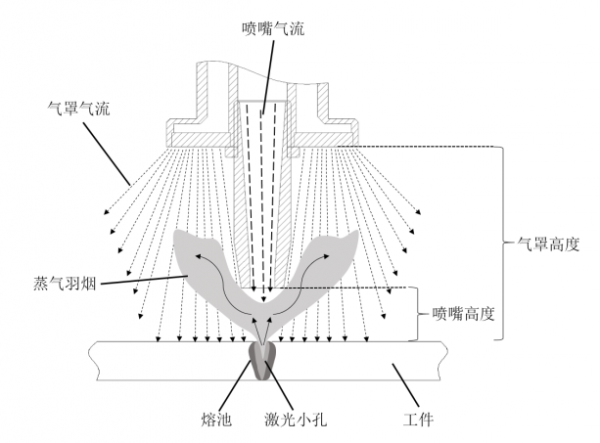
图4.3同轴保护装置应用原理示意图
4.2 同轴保护装置气流分析
采用ansys软件对装置进行气流分析,输入较优参数进行计算,得到如图4.4所示的气流速度云图,气罩气流圆周对称,喷嘴气流速度较高,气罩气流速度较低,通过内外高低流速的配合应用,可兼顾焊接蒸气羽烟的抑制与扩散调节,避免工件板面黑色烟尘附着。

图4.4气流速度云图
图4.5所示为保护气摩尔分数云图,装置内部和气罩下方保护气均处于高浓度,无外部空气卷入,在实际应用过程中,良好的熔池气体保护,可有效提高稳定性,减少飞溅和氧化,保证焊缝光洁度。
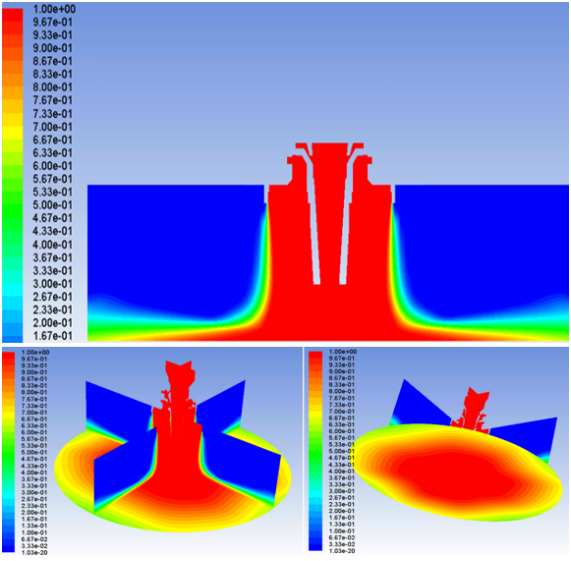
图4.5保护气摩尔分数云图
5 焊接应用测试
采用上述焊接设备和同轴保护装置进行开关柜焊接测试,焊接效果显著提升,焊接飞溅小,焊缝表面光洁度好,工件板面无明显烟尘污染,焊接效果对比如图5.1~5.4所示。通过对中部喷嘴及环形气罩的进一步匹配调节,包括高度匹配(喷嘴距工件板面的高度以及环形气罩距工件板面的高度)和保护气流量匹配(喷嘴流量以及环形气罩流量),焊缝保护效果可达到金黄色,如图5.5所示。

图5.1焊接飞溅控制

图5.2工件表面烟尘附着控制

图5.3长焊缝正反面成形

图5.4整体焊接效果

图5.5无氧化焊接效果
6 总结
(1) 大族光子6000W激光器可满足开关柜的高质量焊接;
(2) 良好的气体保护对焊接具有重要影响,可减少焊接飞溅和氧化,提高焊缝成形的均匀性和光洁度;
(3) 通过对蒸气羽烟进行良好的抑制和扩散,可避免工件表面焊后烟尘附着污染;
(4) 本文所述同轴保护装置,通过多路气流共同作用,可满足开关柜的高品质焊接需求。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

