




在激光加工领域,通常将脉冲宽度小于100纳秒的激光称为短脉冲激光,脉冲宽度小于100皮秒的激光称为超快激光。激光加工过程的首要条件是激光被材料吸收。传统激光加工利用线性吸收,也就是入射光子能量大于或者等于电子跃迁所需要的能量,激发一个电子只需要吸收一个光子;而超快激光具有极短的脉冲宽度极高的峰值功率,与物质相互作用时呈现强烈的非线性效应,所以超快激光可以把多种非线性过程用于加工,由于利用了非线性效应,超快激光加工具有“冷”加工、真三维加工能力、纳米精度加工和材料适应性广等特点,是激光微加工水平上的一个飞跃。2001年,日本大阪大学Kawata和孙洪波等人利用飞秒激光双光子加工技术制作了当时世界上最小的“纳米牛”,预示着超快激光三维微纳加工时代的来临。2006年以来,吉林大学孙洪波实验室通过发展光场调控和动态成型等超快激光微加工新技术,制备了菲涅耳波带片、达曼光栅、非球面微透镜及阵列和仿生复眼等高性能微光学元件,将其应用于大功率半导体激光器光束整形和蛋白质生物光子器件等关键领域。
在光学系统中采用非球面光学元件,具有球面光学元件无法比拟的优点,如可以校正球差、彗差、像散和畸变;可以使用单一透镜代替由多个球面镜组成的透镜组,减少光能损失,增加作用距离,获得高质量的图像效果和高品质的光学特性;此外,这种替代还可以大幅度简化结构,降低光学系统的尺寸和重量。然而,非球面光学元件的加工是国内外公认的难题。为了解决非球面光学元件工艺难、成本高的问题,目前研究出的加工方法已经有几十种,从发展历史看,大体上是从手工加工方法发展到轨迹成型的机械加工方法,再到目前的数控加工(如金刚石车床的非球面铣磨)。然而由于显而易见的原因,这些方法难以适用于尺寸极小的微光学元件制备。
我们利用超快激光微纳加工技术解决了这一难题。超快脉冲激光可以在亚波长至纳米的尺度上诱导材料发生光物理、光化学变化,而使局部材料特性发生改变;简单通过计算机图案生成和“焦点”扫描,就可以实现微纳器件结构。图1给出了几种激光微纳加工技术制备的二元光学和衍射光学元件。(a)中给出的菲涅耳波带片,衍射效率比由其他课题组报道的、使用激光微纳加工技术制备的同类元件的效率高一个数量级,制备过程中的单阶层厚为117纳米;(b)为了进一步改善上述波带片的色散特性,我们设计了分形结构,得到了分形环波带片;(c)中给出的是一个代表性的达曼光栅结构,经过数学计算、计算机CAD设计,将一束入射光分为2×2、3×3到6×6束能量均一、偏振相同的光束。
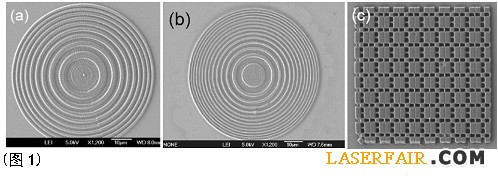
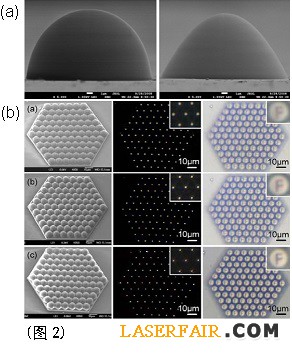
图2为利用超快激光制备的非球面微透镜及其阵列。(a)给出的旋转椭球形和旋转抛物线形非球面透镜的侧面扫描电镜照片。这里特别需要指出的是,实验得到的透镜的表面轮廓与理论设计相比的均方根偏差小于17.3纳米;(b)给出的是填充率为100%、数值孔径分别为0.28、0.40、0.52的微透镜阵列的电镜照片及其对一个字母“F”成像的光学显微镜照片。可以发现,随着数值孔径的增加,成像分辨率显著增加。
昆虫等生物复眼由成百上千个小眼组成,这些小眼排布在一个大尺寸的半球上,每个小眼对应着不同的方向,接收相应方向的光信号,从而由大量的小眼组成的复眼有很大的视场。由于复眼体积小,同时可以在360°空间内全方位检测目标,在军事等领域有着重要的意义。现有人工复眼的加工方式大多是在平面上排布单个透镜小眼,因为曲面排布,需要非常复杂的透镜拼接,装配困难,制造难度大,所以人工复眼的制作有很多障碍。由前述超快激光加工特点可知,超快激光加工可以实现任意的三维复杂形貌,能满足仿生复眼加工的要求。因此我们用飞秒激光直写法加工曲面六角100%密堆积的人工复眼,以提高光搜集能力和光学性能,实现90o的大视角,如图3所示。
作者简介:
陈岐岱,吉林大学教授,博士生导师。2004年获得中国科学院物理研究所理学博士学位,2005至2006年在日本大阪市里大学JST博士后项目研究,2006年4月,被吉林大学作为学术骨干引进。主要研究成果为:推动了激光微纳加工技术从定性的“形状制造”走向定量的“器件制备”,开拓了该技术在微光学、微电子、微机械、微流控和仿生微纳结构制备等前沿领域的应用途径。围绕上述工作共发表影响因子大于3的学术论文120余篇, 12篇论文被Angew. Chem. Int. ED.、Adv. Mater.等刊物选配封面发表;论文被MRS Bulletin等杂志和网站予以专题评论30余次,被SCI他引1000余次,H因子27。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

