






激光切割是光、机、电一体化高度集成设备,科技含量高,它应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比,激光切割其具有高的切割质量、高的切割速度、广泛的材料适应性等优点。激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。
激光切割的适用对象主要是难切割材料,如高强度、高韧性、高硬度、高脆性、磁性材料,以及精密细小和形状复杂的零件。激光切割技术、激光切割机床正在各行各业中得到广泛的应用。因此研究和设计激光切割控制系统有很强的现实意义。
一:ASC控制系统介绍
•4轴运动控制,其中2轴驱动龙门纵向运动,1轴驱动激光切割机头横向运动,3轴控制激光头上下运动保持激光头聚焦点与切割材料平面等距。
•4轴高度协调运动,实现高精度高速激光切割。
•纵向2轴和横向1轴采用高精度、高刚性直线导轨导向,直线电机直接驱动和高精度光栅尺位置反馈。
•支持平面机械误差动态补偿。
•最高运行速度2米/秒,重复定位精度小于1微米(μ),运行精度小于5微米(μ),加工速度为15000点/小时。
•支持各种CAD/CAM格式,包括DXF、Gerber、HPGL等。
•具有全面而完善的设备安全保护机制和报警功能。
•易于IO扩展、轴数扩展和控制系统升级。
•系统组件要一体化和模块化,便于集成、应用和更换维护,节省配线和空间。
运动控制采用ACS公司CMBA四轴集成驱动运动控制器,精确实现X-Y平面运动,龙门双驱运动以及激光头实时自动调焦。采用高速伺服更新周期、高性能伺服控制算法、速度前瞻控制算法、高级龙门算法和平面机械误差动态补偿等,实现快速而精确的切割运动。CMBA将驱动器与控制器和电源一起以模块化方式集成到一个机箱中,可以直接驱动直线电机和旋转伺服电机,不需要再去选配第三方驱动器,既可以节省成本,又可以达到更好的运动控制性能。
CMBA系列具有全面的保护和报警功能,确保用户和设备安全。CMBA最多可以支持到8轴集成驱动,确保可以灵活按需配置和未来系统升级扩展。
主机采用华北嵌入式控制器RPC-500,其配置有低功耗Kingston DDR3 2GB内存处理器具有各种接口,坚固可靠且便于扩展,通过以太网与ACS控制器做控制与信息交换功能。
系统控制简图如下:
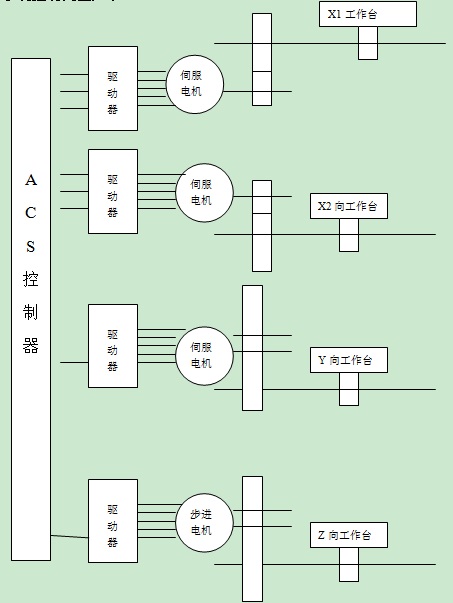
图1.1 系统传动原理图
二:ASC控制系统的优势
在现实组装过程中难免会有系统制造误差,机械负荷差异,机械摩擦力和其他外在干扰的存在,各个运动轴的动态响应特性可能会不一样,所以在特定的领域如何减少同步误差是近几十年来学术界研究的热点之一,国内研究学者侧重于运动系统精密部件的设计和制造,控制调节方面主要运用经典的PID控制方法和精密系统协同循迹自适应鲁棒控制进行主要调节,而国外研究学者对多轴同步运动控制的研究相对较为深入,如国外GIAM等提出了基于滑模的跟踪和协同运动控制方法,可是其控制精度仅限于微米级。
随着客户对科研仪器与工业设备的精密度要求不断提高,运动控制这一方的精度正在被不断推向新的极限,不断的尝试。特别是这些年来纳米技术的兴起,给超精密运动控制技术的发展带来了新的挑战和机遇。
本文研究和设计龙门双驱X1和X2两轴, 两个自由度的X和Y方向超精密定位平台,Z轴上下聚焦切割平面,运用集成模块化的ACS控制器,对各运动轴的PID控制器参数进行了优化(如下图)。研究表明ACS控制系统具有良好的速度和位置跟踪性能,随即可进行能量跟随。
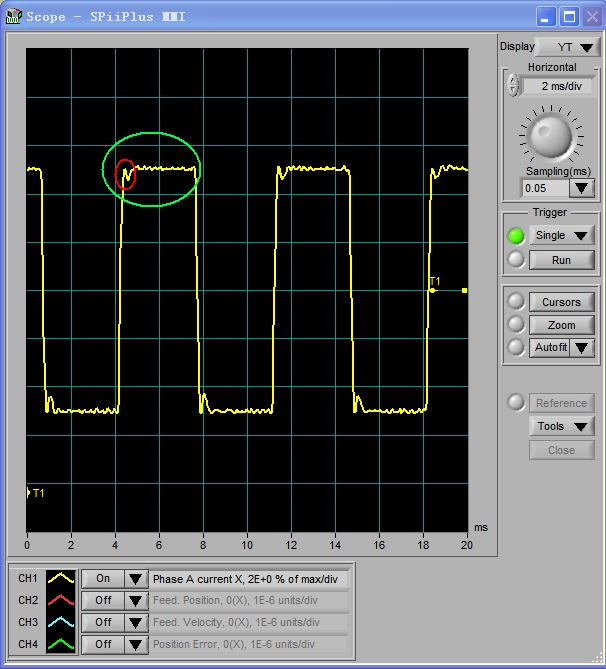
图2.1 ACS电流环调节
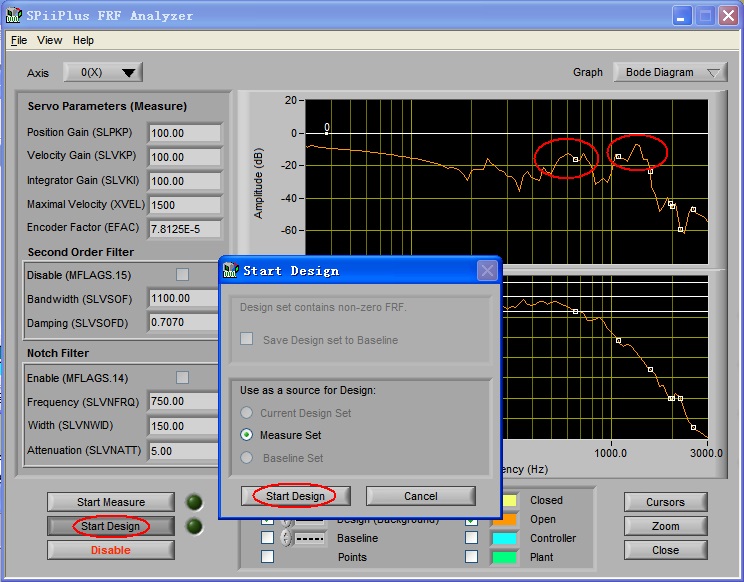
图2.2 ACS对轴FRF调节
三:市场需求和前景
基于ACS控制的多轴精密激光切割机可使用不同领域,涉及钣金行业,五金行业,眼镜行业,电子行业等。随着时代的进步客户的需求也越来越大,对系统的各个要求也越来越高。
如利用ACS控制激光切割机在SMT钢网制作中的运用;
激光钢网切割是SMT钢网行业中最常用的模板,其特点是:
直接采用数据文件制作,减少了制作误差环节;
SMT模板开口位置精度极高:全程误差≤±4μm;
SMT模板的开口具有几何图形,有利于锡膏的印刷成型
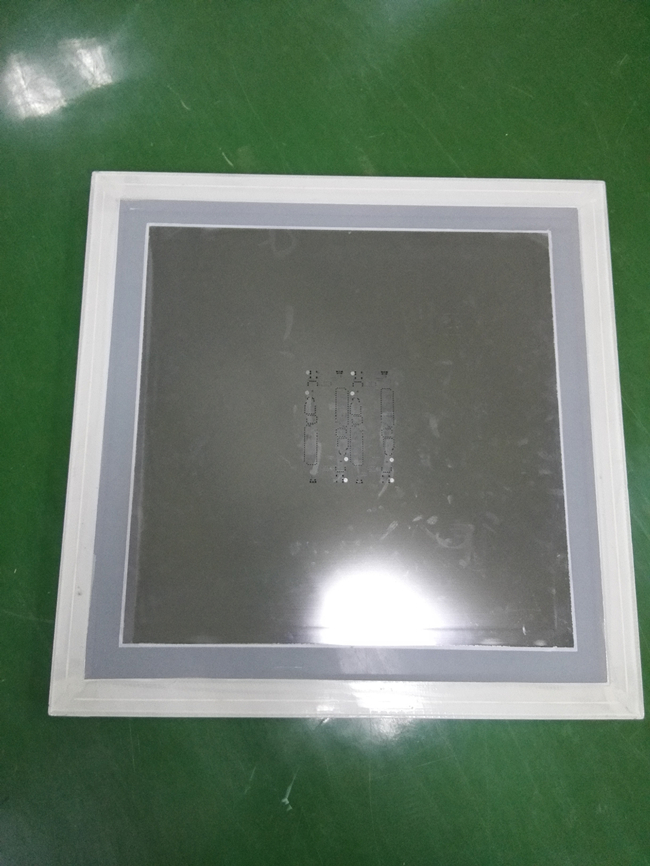
图3.1 ACS控制激光切割切割SMT钢网
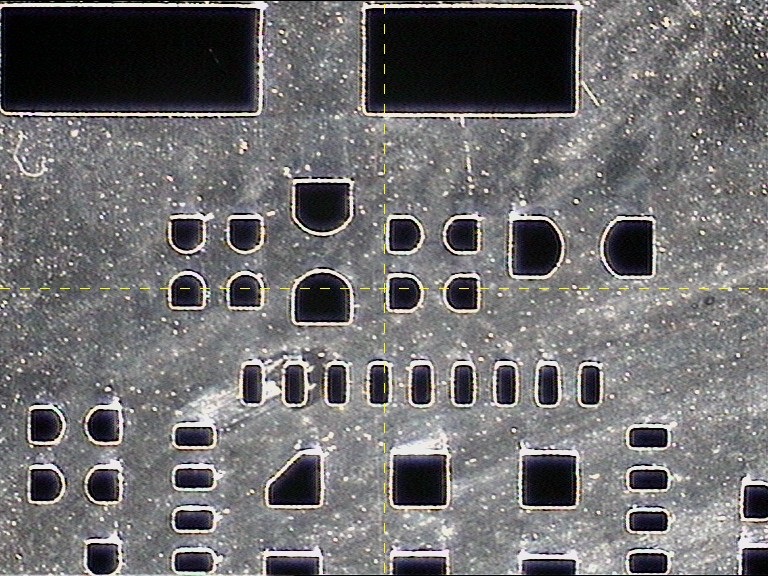
图3.2 ACS控制系统激光切割钢片
据统计,国外激光加工领域,激光切割已占24% 市场份额,高居激光加工设备行业首位,而中国市场所占份额仍然较小,激光切割设备在国内有良好的市场前景。
随着世界制造业向中国深度转移以及产业调整和升级,对切割技术要求更加精细,智能化精密切割将成为发展趋势。因此,研究和设计激光切割控制系统有很强的现实意义。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

