





1、引言
激光熔覆的优点是能够形成一个复合材料的熔覆层;由于激光熔覆热输入量低,所以焊接变形和残余应力小;激光熔覆通过离焦量的改变、熔覆速度的调整和送粉速度的控制可以获得极低稀释率的熔覆层[1]。因此,在最近几年,激光熔覆在生产应用领域得到了迅速发展[2],如日本已将激光熔覆应用于汽车发动机出气阀门的强化[3]。
复合材料的熔覆层往往是将硬质相颗粒(作为强化相)与具有较好韧性的合金粉末(作为粘结剂)混合后形成的。利用激光快速加热和冷却的特点,在硬质相颗粒还没有分解前熔池就凝固结晶,从而使硬质相颗粒镶嵌在韧性较好的合金粉末基体上,以提高熔覆层的使用性能[4]。作为硬质相颗粒,WC被广泛地采用了;作为粘结剂,Ni基合金、Co基合金和Fe基合金被广泛地采用了。如Ni基合金+WC[5]、Co基合金+ WC[6]和Fe基合金+WC。虽然熔覆层的耐磨性能随WC含量的增加而增加,但是熔覆层的脆硬性也随之增加,导致熔覆层的裂纹敏感性提高[6-11]。为了降低熔覆层裂纹敏感性,通常采用了预热方法。但是,有关预热温度、WC含量和单道熔覆方法对熔覆层裂纹敏感性的影响研究,还没有详细的报道。本试验中,采用额定输出功率2.4kW连续波CO2激光熔覆系统,将Co基合金(Stellite-6)与WC的混合粉末熔覆于低碳钢(SM400B)的表面上。
2、试验条件与设备
试板尺寸为100×50×9mm的低碳钢板SM400B(0.13%C、0.19%Si、0.66%Mn、0.016%P、0.005%S、余量为Fe)。Co基合金粉末Stellite-6(1.08%C、1.27%S、1.63%Ni、8.32%Cr、2.04%Fe、4.33%、余量为Co)的粒度为63-250μm。VC粉末(99.7%VC)的粒度为45μm。试板表面的粗糙度(Rz)约为50μm。熔覆前,将试板的表面用丙酮清洗。
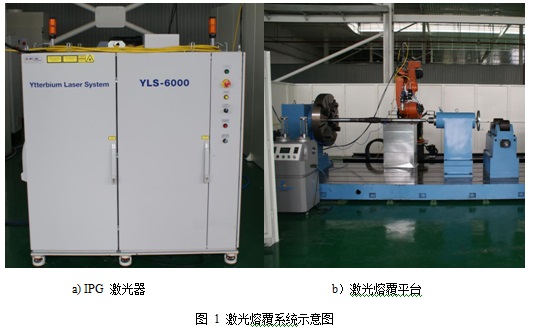
激光熔覆系统示意图如图1所示。该系统采用了额定输出功率为6kW 光纤IPG激光器,激光束的能量分布近似为高斯分布(TEM00*)。
文章未完,阅读全文,点击链接:http://www.laserfair.com/ebook/201606/pdf/a4.pdf
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

