






杨焕, 深圳英诺激光科技有限公司
摘要:本文对激光切割PI覆盖膜的基本原理进行介绍,并对材料碳化的原因进行分析,分别对单个脉冲以及多个脉冲叠加作用于PI薄膜的实验结果进行分析,通过参数的优化,在保证切割效率的同时,获得无碳化的切割质量。结果显示:PI发生碳化的前提条件是单个激光脉冲产生足够的热效应,而多个脉冲叠加所产生的热积累是PI碳化的最终原因,因此,在保持较高切割效率的同时,为获得较高的边缘切割质量,需采用振镜高速多次扫描来完成材料的切割。
1引言
柔性线路板(Flexible Printed Circuit,FPC)覆盖膜,主要成分为聚酰亚胺(Polyimide,PI),通常工业所使用的PI薄膜借助于粘合剂附着于纸质基底(图1),呈卷状储藏,工业界也称之为PI覆盖膜,聚酰亚胺是分子主链上含有酰亚胺环状结构的耐高温聚合物,具有优异的综合性能,而耐热和耐辐射性能在目前工业化生产的高分子材料中极为突出[1]。高温下具有突出的介电性能、机械性能、耐辐射性能和耐磨性能,广泛用于航空、兵器、电子、电器等精密机械方面。自五十年代末发现了聚酰亚胺优良热稳定性和力学性能以来,人们对这类聚合物的研究一直很活跃。然而,难以加工和较高的制造成本却严重限制了它的应用。
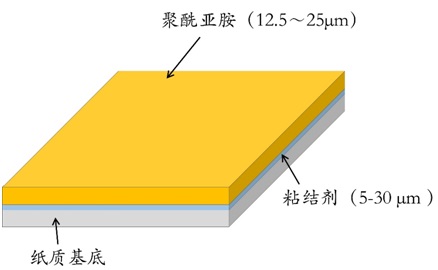
图1 PI覆盖膜结构示意图
在FPC中,覆盖膜的作用如下:(1)保护铜箔不暴露在空气中,避免铜箔的氧化;(2)为后续的表面处理进行覆盖,如不需要镀金的区域用PI覆盖起来;(3)在后续的表面贴装工序中,阻焊作用。因此,在工业生产中要求对覆盖膜相应的位置进行窗口切割,同时不同电子线路所要求的覆盖膜切割窗口的尺寸和类型都不一样。目前FPC覆盖膜大批量生产所采用的工艺为传统冲压方法,该工艺存在精度低、耗费人力物力,且加工环境粉尘和噪音污染较大等问题。
近些年来,随着激光技术的不断发展,采用全固态紫外激光器切割FPC覆盖膜逐渐成为主流,生产规模也逐年扩大。尽管如此,业内在采用激光加工FPC覆盖膜时,若激光器性能存在缺陷或工艺参数选择不恰当,极易导致切割边缘发生碳化,由于碳具有导电性,会使后续所制作的电子元器件发生微短路,产品良率不高。
本项目主要内容针对以上问题,采用英诺激光自主研发的激光器开发出更具性价比的激光加工方案来实现覆盖膜激光加工的规模化生产,通过本项目,客户可以节省大量人力成本,实现更高精度的加工,缩短产品生产周期并节省大量成本。本项目也致力于推动激光在电子行业中的应用,本工艺将来可取代或改善无法满足生产需求的工艺。
2基本加工原理
采用纳秒激光作用高分子材料时,若光子能量高于材料的某些化学键,激光光子可以使材料的化学键直接断裂,产生以光化学作用为主的“冷”加工过程。如图2所示,在PI的化学键结构中,常态下C-C键和C-N键的键能分别为3.45eV 和3.17eV,而355nm紫外激光的单光子能量为3.49eV,高于常态下C-C键和C-N键的键能,可直接破坏材料的化学键[2],波长越短,光子能量越高,因此,相对于1064nm红外激光和532nm绿激光,355nm紫外激光更加适合于PI薄膜的切割。
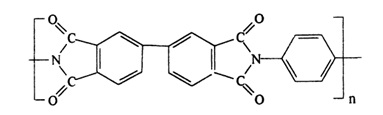
图2 联苯型PI的平面对称环状结构
即便如此,在光子能量高于材料的化学键能的同事,若激光能量密度达到材料的热损伤阈值,其相互作用不仅为光化学过程,还存在光热转换过程,随着热量的产生和积累,材料温度不断上升。相关研究表明[3],当聚酰亚胺温度高于600℃时,相对于C元素,N和O的比例会不断减小,这也是紫外激光工艺参数选择不当时,PI发生碳化的原因。因此,本文的目的为在不减小加工效率的前提下尽量降低紫外激光加工过程中产生和积累的热量,获得无碳化的加工结果。
3 实验材料和装置
本实验所采用的PI覆盖膜厚度为20±2µm,拉伸强度≥160 MPa,热分解温度≥500℃。实验所采用的激光加工系统为英诺激光应用实验室自主搭建的微加工实验平台,如图3所示,该加工系统主要包括本公司自主研发生产的355nm全固态紫外激光器、光束变换系统、振镜扫描系统和真空吸附平台,激光器的最高功率为15W。实验检测设备为电子扫描显微镜(SEM)和奥利巴斯BX51光学显微镜。
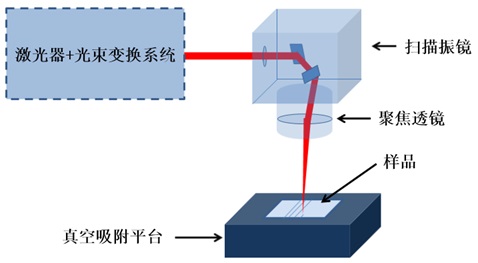
图3 激光加工系统示意图
4 实验结果
当采用脉冲激光进行切割时,任何实验结果都是多个脉冲的叠加,因此,为优化多个激光脉冲叠加进行切割的实验结果,必须先研究单个激光脉冲对材料的作用。如图4所示,为单个激光脉冲作用深度随激光能量密度增加的变化曲线,由于实验所涉及的能量密度主要集中在1~100 J/cm2,为兼顾对高能量密度的实验结果进行研究,横坐标以指数形式进行表示,结果显示刻蚀深度HPI(μm)随激光能量密度E(J/cm2)的上升呈线性趋势增长(![]() ),除此以外,当激光能量密度较低时(1.13J/cm2),激光作用区域无任何熔渣和热变形(图5),此时仅发生了光化学作用,而激光能量密度增加到单个脉冲便可穿透材料时,激光作用区域边缘发生明显的热变形,这说明了由于激光能量密度较高,光热作用的比重较大。相关研究表明,当激光能量密度大于38.94J/cm2时,光热作用占主导地位,且能量密度越高比重越大[4]。
),除此以外,当激光能量密度较低时(1.13J/cm2),激光作用区域无任何熔渣和热变形(图5),此时仅发生了光化学作用,而激光能量密度增加到单个脉冲便可穿透材料时,激光作用区域边缘发生明显的热变形,这说明了由于激光能量密度较高,光热作用的比重较大。相关研究表明,当激光能量密度大于38.94J/cm2时,光热作用占主导地位,且能量密度越高比重越大[4]。
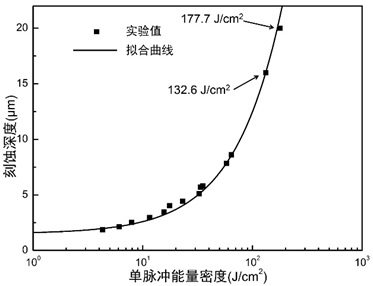
图4能量密度对单脉冲刻蚀深度的影响
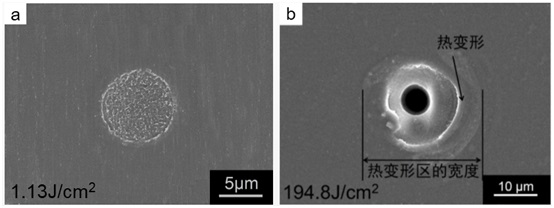
图5 单个激光脉冲烧蚀PI薄膜SEM图片:(a)1.13J/cm2,(b)194.8J/cm2
以上实验结果虽然显示激光能量密度的升高直接导致了热效应的产生,但在单个激光脉冲作用的过程中,即使能量密度高到足以穿透材料的程度,也观察不到材料发生明显的碳化,因此覆盖膜实际生产中的碳化是由多个激光脉冲叠加所导致的。如图6所示,当激光功率为3W时,扫描速度为100mm/s时,由于相邻光斑间的距离过低导致所积累的热量达到材料的碳化阈值,切割边缘发生明显的碳化,随着振镜扫描速度的增加,切缝不断变窄,切割边缘的热影响区和热变形的尺寸也逐渐减小,此时,由于扫描速度较高,单次扫描切割深度较浅,需进行多次扫描方可完成材料的切割。因此,在采用紫外激光切割PI覆盖膜时,为获得较高的边缘切割质量,需采用振镜高速多次扫描来完成材料的切割。
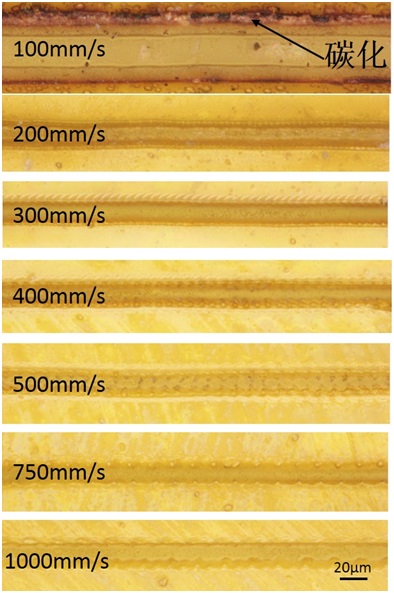
图6 不同扫描速度下激光切割PI显微图片
上述结果显示,当采用紫外激光器对PI覆盖膜进行切割时,通过重复频率和扫描速度的优化,可以获得无碳化的高效率切割,由此本项目通过对不同功率下的实验参数进行优化,获得如下结果,图7显示随着激光功率的增加PI覆盖膜的切割效率不断变大,当功率为12W时可以获得500mm/s的加工效率。
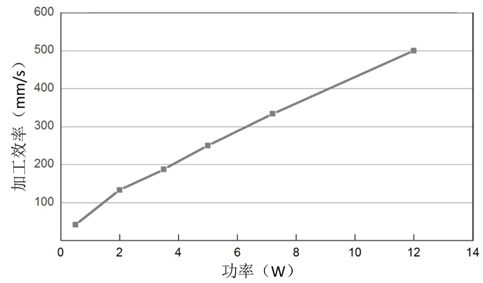
图7 激光输出功率对加工效率的影响
5 小结
本文介绍了紫外激光切割覆盖膜的基本原理和优势,对材料碳化的原因进行分析,通过自主研发的高性能紫外激光器分别对PI加工过程中单个激光脉冲及多个脉冲叠加的结果进行研究和分析,结果表明:PI发生碳化的前提条件是单个激光脉冲产生足够的热效应,而多个脉冲叠加所产生的热积累是PI碳化的最终原因,因此,在保持较高切割效率的同时,为获得较高的边缘切割质量,需采用振镜高速多次扫描来完成材料的切割。
作者简介:
杨焕,博士,华中科技大学毕业,曾在华中科技大学武汉光电国家实验室激光部从事激光微加工方向的研究,毕业后加入深圳英诺激光科技有限公司,任高级激光应用工程师,主要研究方向为纳秒和超快激光在工业生产中的应用,在半导体薄膜、金属和高分子材料等方向获得多项成果应用。
参考文献:
[1] Pan H., Pu H., Chang Z., et al. Effects of crosslinkers on semi-interpenetrating polymer networks of Nafion® and fluorine-containing polyimide. Electrochim. Acta 2010, 55 (28): 8476-8481.
[2] Mullan C., Ilie D., O'Connor G. M., et al. Machining hole arrays in polyimide using a UV solid state laser and predetermined temporal pulse patterns. In Lasers and Applications in Science and Engineering, 2007; 64590G-64590G-12.
[3] 张鹏, 迟伟东, 沈曾民. 高温炭化对聚酰亚胺(PI)薄膜结构与性能的影响. 炭素技术, 2008, 27(6):10-12.
聚萘二甲酸乙二酯的研究及发展. 聚酯工业, 2001, 14 (3): 6-10.
[4] 杨焕. 激光制作绿色能源电池微结构部件技术的研究: [博士学术论文].武汉: 华中科技大学, 2015.
原文链接:http://www.laserfair.com/newebook/20167/index.php#page/13
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

