




随着激光技术的不断发展,激光加工已经充分的应用到了各种行业的生产制造当中。
激光加工原理:
由激光器发出的光束经过透镜系统聚焦后,将能量高度聚焦,然后作用到材料,利用光热效应进行加工。
根据材料本身对激光波段吸收能力的不同,市场上常见的激光加工分为红外激光和紫外激光两种,对比如下:
|
激光器 |
红外激光器 |
紫外激光器 |
|
波长(nm) |
1064 |
355 |
|
单个光子能量 |
小 |
大 |
|
聚焦光斑大小 |
大 |
小 |
|
加工材料 |
只有部分材料吸收红外光,加工范围较窄 |
大多数材料能有效地吸收紫外光,加工范围较广 |
|
加工原理 |
将材料表面的物质加热并使其发生物理变化(汽化、蒸发等),达到去除材料的效果(热加工) |
高能量的紫外光直接破坏材料表面的分子键,达到去除效果,这种方式的热影响区域较小(冷加工) |
|
热影响区 |
|
|
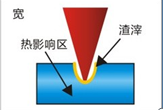

通过对比可知:相对于红外激光器,紫外激光器具有波长短、聚焦光斑小、单个光子能量大、热影响区域较小等优点。并且大多数材料对紫外光的吸收效率比较高,可加工很多红外光加工不了的材料。
355nm激光是通过晶体材料非线性效应的变频技术来获得,其原理如图1 所示:
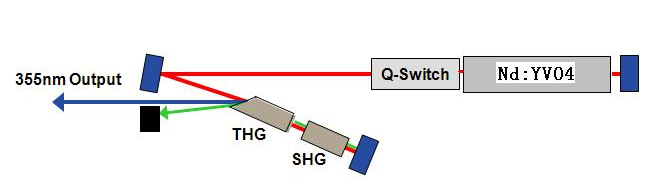
图1
激活介质Nd:YAG或者Nd:YVO4通过外部激励源激发产生1064nm红外激光,通过声光调Q技术产生红外脉冲激光,然后依次通过倍频晶体产生了532nm绿光、剩余的红外激光与绿光经过和频晶体,最终得到紫外激光。
目前,鉴于工业应用对于激光加工效率和要求的不断提高,10W以上的纳秒紫外激光器在市场上变得炙手可热,因此高功率、窄脉宽、高重复频率的中高功率纳秒紫外激光器是各个公司研究的主流方向。目前国内有几家公司可以提供10W以上的紫外激光器,但是其稳定性相比于进口激光器相差甚远。如何在获得高功率紫外激光输出的同时确保其相关性能稳定,也一直是国内各家公司面临的难题。贝林激光,通过引进国外先进的紫外激光器制作工艺,并结合自身10年以上的紫外激光器制作研发经验,于2018年初推出了新一代高功率紫外一体机——Marble UV。(Marble UV 输出功率为10—15W、脉宽 < 25ns、M 2 < 1.3)。Marble UV 如图2:
图2
Marble UV优点
l Marble UV采用先进的谐振腔设计及激光控制技术,使激光器在高功率运转下获得优秀的光束质量和较窄的激光脉冲宽度。特殊的腔内热补偿技术及谐波转换技术实现了高效稳定的倍频转换。
l 相对于传统的纳秒紫外激光器,Marble UV采用了一体机设计方案,所有控制电路和光学器件全部集成在激光头内部,使得激光器整机更加紧凑。客户可以通过软件直接连接到激光头上进行控制,没有控制箱,客户更方便对设备系统进行集成。
应用方向
高功率紫外激光器主要应用于精细加工的高端市场,包括柔性电路板 (FPCB) 、印刷电路板 (PCB)的钻孔/切割、陶瓷材料打孔与划片、玻璃/蓝宝石切割、LED衬底晶圆划线、特殊玻璃切割、激光打标等各个领域,相关应用如下:
1、 柔性电路板 (FPCB) 、印刷电路板 (PCB)的钻孔/切割
柔性电路板 (FPCB)的基体材料为一些特殊聚合物(如聚酰亚胺) ,受热会使其加工区域边缘变形,导致炭化现象严重。由于紫外激光器的加工方式为“冷加工”,紫外光直接破坏其材料表面的分子键,使其分子脱离物体,则这样热影响区域变小,如下图3、4边缘部分明显光滑。

2、晶圆划线
晶圆是指硅半导体集成电路制作所用的硅晶片,其原始材料为硅。高功率紫外激光器在晶圆的切线方面也具有很大的优势。如下图5、6所示,由于紫外激光器波长短、聚焦光斑的能力强,这样在加工的过程中可以获得一个很小的切口。这样较小的切口和较浅的划线深度所产生的残渣也少。

3、激光打标
激光打标是激光加工最大的应用领域之一。激光打标的原理是利用高能量密度的激光对材料进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记。由于大多数材料对紫外光都有较好的吸收,可以通过它对大多数材料的表面进行精细打标,可以打出各种图案、文字和符号等。同时打标效果的对比度较高,易于识别。如下图7、8所示:

随着紫外激光器核心技术的不断改进及激光加工应用领域的不断拓展,高功率紫外激光器必将在加工领域大放光彩。在此,我们贝林激光将继续在高功率紫外激光器的研发道路上不断前行,助力于激光加工应用的发展!
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

