






2015年3月20日,美国北卡罗来纳大学的几名研究人员在世界权威学术期刊《科学》杂志发表文章,阐述了一种改进的3D打印技术——CLIP技术,并被选为杂志封面。CLIP技术的速度提高到传统3D打印技术的数十倍乃至100倍;还未公开的十倍速3D打印技术成为了浮云。

停顿与重启:SLA技术的缺陷
CLIP技术,我们称之为连续液体界面生产技术(Continuous Liquid Interface Production)。它与Formlabs Form 1+ 3D打印机的SLA技术有相似之处,都是采用紫外线照射光敏树脂,使液体的树脂聚合为固体,从而打印成型。那么远远超出SLA技术的打印速度,CLIP施展了什么神奇的魔法呢?
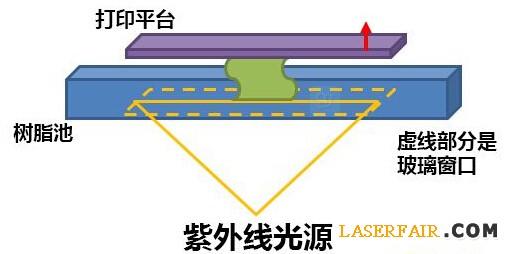
我们先对SLA技术的成型过程有一个简单的概念。SLA 3D打印机的树脂池底部有一个透光的窗口,通常是玻璃材质。打印平台下降贴近窗口,中间的缝隙充满液态的树脂。紫外线透过玻璃照射树脂,使很薄的一层树脂快速聚合成为固体。
SLA 3D打印机底部紫外线照射产生固化反应
事实上聚合的速度是很快的,并且随着紫外线强度的增加,聚合的速度还能继续加快。不过可惜的是,过快的聚合速度并没有什么好处,会使得固化了的树脂粘在玻璃窗口上,将打印平台与下面的玻璃窗口粘合,导致打印失败。
固化过快会使已经固化的部分粘连在底部的玻璃窗口上
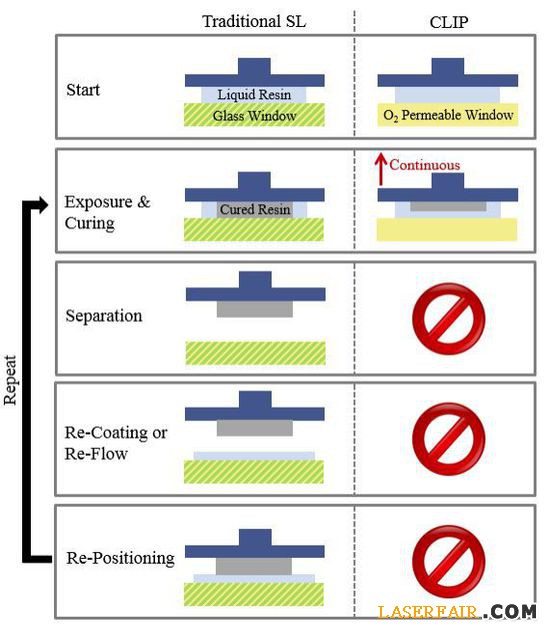
SLA技术规避的办法是,降低聚合树脂的速度,在树脂完全固化之前停止照射并下降树脂池,使液体树脂重新充满缝隙,打印平台上升一点,重复这个过程。
打印中存在停顿,影响打印速度的是这个机械运动的过程,而不是树脂材料聚合的速度。并且如果切片更细,那么分层更多,打印时间更是大大延长。
连续打印:高倍速的秘密
连续液体界面生产技术CLIP大大加速的秘密,就在于它的打印过程是连续的,没有停顿。这里我们要知道一个前提,不管是SLA还是CLIP的聚合过程,氧气都是阻聚物,在紫外线照射树脂时阻止分子产生聚合。这也是为什么打印平台要浸入树脂液体,在无氧的环境中打印的原因。
而CLIP恰好利用了氧气阻聚物的效果,来避免固化的树脂与底部透明窗口粘连。底部的玻璃窗口被替换为可以透过氧气和光的聚四氟乙烯材料——我们常用的不粘锅内涂层就是聚四氟乙烯——氧气通过窗口与树脂底部液面接触,形成了极薄的一层不能被紫外线固化的区域,叫做“死区”(Dead Zone)。
CLIP 3D打印技术中 死区(Dead Zone)避免了粘连
而紫外线仍然可以透射通过死区,在上方继续产生聚合作用。这样一来,避免了固化的树脂与底部窗口粘连;紫外线可以连续照射树脂,而打印平台也是连续上升的,大大加快了打印速度。
需要说明的是,不粘锅和CLIP技术的聚四氟乙烯虽然都起到避免粘连的效果,但是原理却不同。不粘锅依靠聚四氟乙烯的耐高温和摩擦系数低的特点,而CLIP技术则利用了它能通过气体分子但不能通过液体分子的特点。
传统光固化技术与CLIP的差距就在于停顿和重启的过程而CLIP是连续打印的
那么CLIP与传统的SLA、SLS等3D打印技术相比,有多大的提升呢?第三方测试机构给出了准确的数字:25倍到100倍。过去需要十几个小时来3D打印的物体,CLIP只需要几分钟就可以打印出来。
切片无关:打破速度与精度悖论
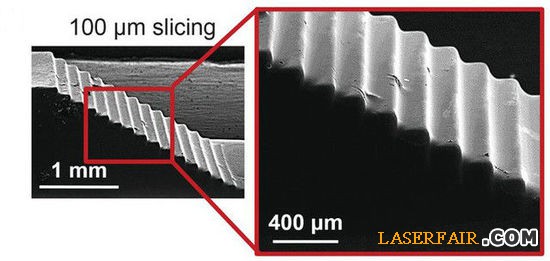
由于是连续的照射过程,因此3D打印的速度不再受到切片层数量的影响,而是仅仅取决于紫外线照射时的聚合速度以及聚合的粘性。而切片层厚决定了打印成品的表面精度,由此打破了3D打印技术精度与速度不能同时提高的悖论。
100微米层厚的表面细节
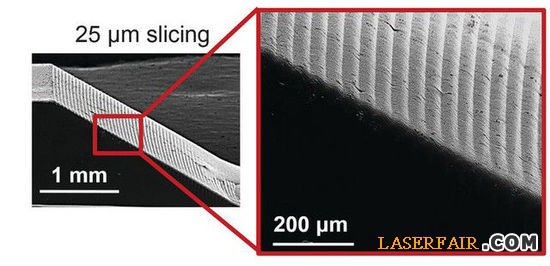
25微米层厚的表面细节
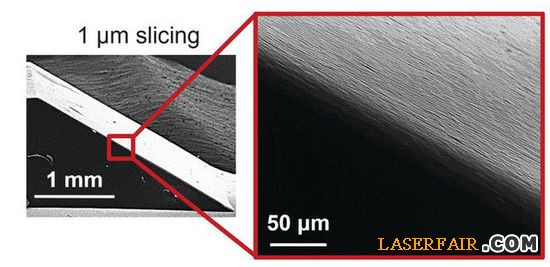
1微米层厚的表面细节 接近完美
研究者通过实验,在1微米也就是千分之一毫米的切片精度下,打印出了肉眼难以辨识的光滑表面。这让我们感到非常振奋。目前,几位研究员已经为CLIP技术申请了专利并获得许可,专利号为WO 2014/126837 A2。
专利号WO 2014/126837 A2的CLIP专利已经授权
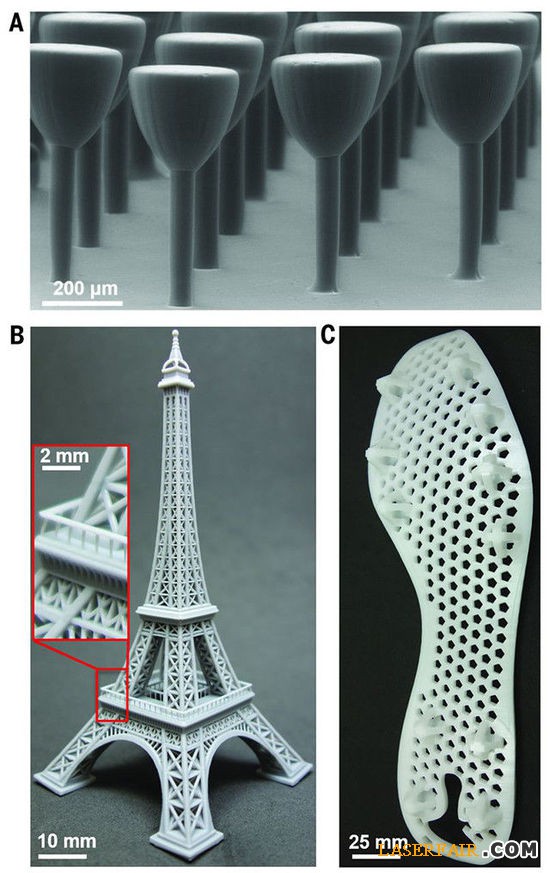
在目前的实验和展示中,CLIP技术原型3D打印机可以打印小至50微米、大至25厘米的物体。我们认为CLIP技术,在桌面3D打印领域的优势,远远超过目前的FDM技术和SLA技术。而在商业3D打印应用领域,CLIP技术的前景不可限量。
50微米直径的小物体(上)、10厘米高的埃菲尔铁塔(左)和20厘米的鞋托(右)
那么在商业3D打印领域,惠普在2014年宣布“10倍速”的3D打印技术Multi Jet Fusion研发成功。它和同样尚未在商业中应用的CLIP技术相比,谁的速度更快呢?
惠普3D打印技术 面临新挑战
提到更高速的3D打印技术,我们就必须提到惠普的Multi Jet Fusion技术。惠普在2014年末宣布这项技术研发成功,并展示原型3D打印机的时候,还没有CLIP的任何消息。
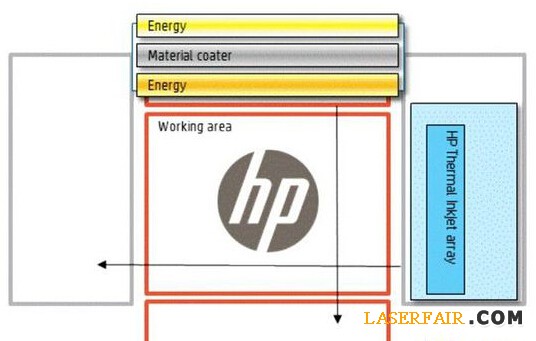
惠普Multi Jet Fusion的颠覆之处就在于,基于惠普现有的热喷墨技术,将喷头做成孔径细小、密度极高的阵列,喷头的一次单程运动就可以完成一层喷射材料的覆盖。
惠普Multi Jet Fusion 3D打印机顶视图示意 上方的材料喷头和右侧的墨水喷头都可以
覆盖到中央的整个工作区
与之相近的,是Stratasys的PolyJet技术,同样是用一组喷头模组来喷射。只不过PolyJet的优势不在于速度,而是在于多种材料的混合喷射。
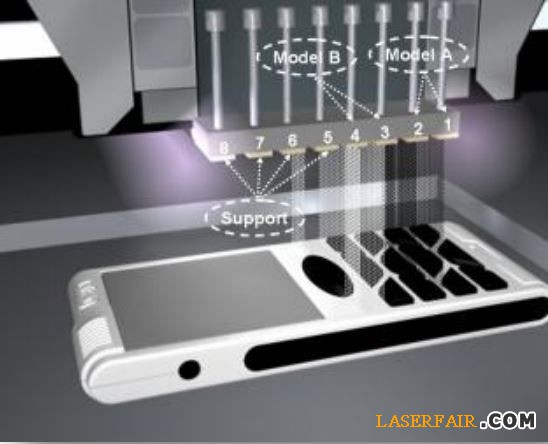
Stratasys PolyJet技术示意 1到8号表示8个喷头组成了喷头模组
Multi Jet Fusion的喷头阵列就是大大提高速度的秘密。并且,“10倍速”这个数据在惠普实验室中通过与SLS和FDM技术的测试对比,已经被验证。那么25-100倍速的CLIP,是不是远远快于惠普的Multi Jet Fusion技术呢?我们看这个表格。
从我们现有的数据,可以看到CLIP的实验数据每小时500mm高度的成型速度,是远远快于PolyJet技术和SLS技术的。惠普Multi Jet Fusion的速度,仍然没有数据可查。我们认为CLIP相比惠普Multi Jet Fusion还是有速度优势的,不过达不到10倍于惠普Multi Jet Fusion的程度。
惠普对Multi Jet Fusion技术的定位是一个高效率、低成本的商业化技术。惠普在Multi Jet Fusion技术白皮书中阐述,这一技术实现了“以更低成本的3D打印系统,媲美价格高昂设备的打印速度和质量”的效果。
而CLIP则是一个不论在桌面应用还是在商业应用上,都可以实现高效率、高精度、低成本应用的技术。SLS技术的应用成本高,主要面向航空航天、汽车制造、模具制造的领域;PolyJet成型速度较慢;所以在细分化的市场上,惠普面临来自CLIP技术的新挑战。
我们试看频出的新技术,会将3D打印应用的市场引向何方。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

