






连接导电部件以实现电气接触是最老、最普遍的连接应用之一。由于几乎每个工业中都要用到连接技术,因此,对成本、连接性能和体积的要求推动了相关技术的发展。部件微型化的趋势仍在继续,连接器的排线厚度和导线直径降至0.004英寸,由于连接阻力高、连接可靠性以及使用寿命问题,压接、熔接和铜焊接技术等传统工艺变得不太可行了。相比之下,可以提供卓越的连接完整性、使用寿命和导电性能的焊接方式成为要求的标准。在连接两种材料的情况下,如果其中至少有一种材料的厚度小于0.02英寸,那么需要“微焊接”技术。

铜是一种典型的可选材料,可通过微焊接以连接导电部件,因为它具备有效传导电能和传输信号的卓越能力。然而,铜作为一种导体的优良选择,具有极高的热传导性能,会快速地将热量从焊接接头处扩散,使其很难维持热平衡并进行可靠的焊接。由于业界内的趋势是提高生产速度、降低部件尺寸以及焊接异种材料和异种导体横截面积,这使铜快速传导热量的特点成为微焊接中的难题。如何控制这些小型和高导电性部件的热平衡,同时确保不会过热或者加热不足?解决这一问题的一种方式是使用532纳米(nm)或绿光波长。
传统微焊接技术的优缺点
微焊接可通过几种方式完成:超声波焊接、电阻焊和激光焊接。每种焊接都有其优缺点,每种焊接均能在某种不同程度上满足微焊接的要求。
● 超声波焊接:非常适合板材类焊接,但会使生产速度降低。
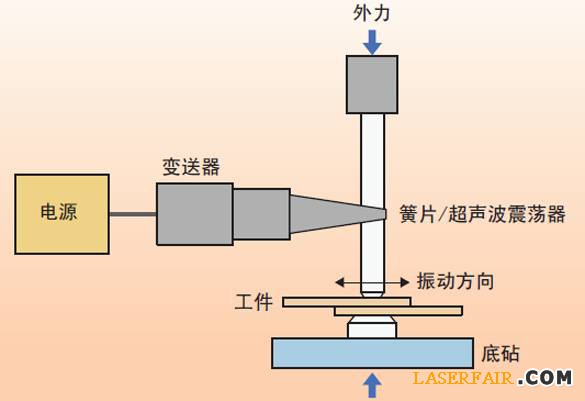
超声波焊接(图1)利用振动能量在连接界面上进行焊接。由接触顶部部件的超声波发生器或焊头提供传递到界面的振动能量。焊头以每秒成百上千次的频率振动,运动振幅位于0.0005至0.004英寸之间。部件的下侧有“底砧”支持,底砧可以是静态的,也可以是振动的。
图1、超声波焊接装置的示意图。
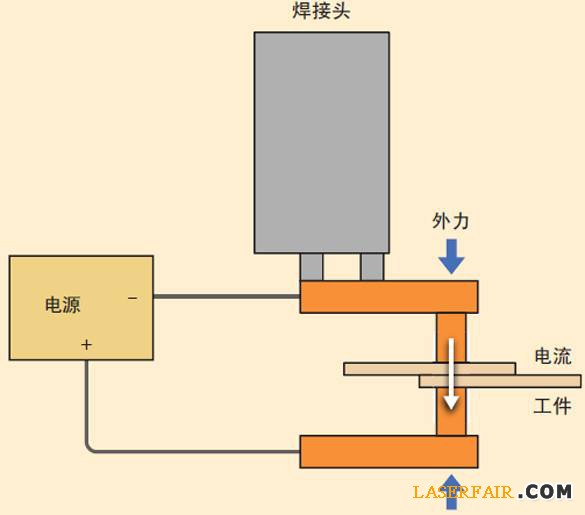
图2、电阻焊装置的示意图。
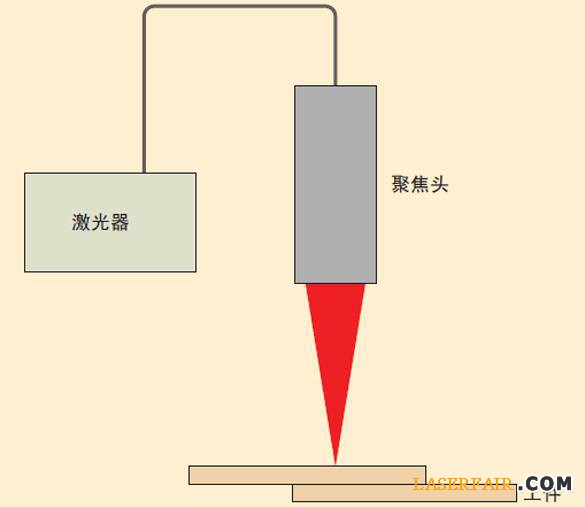
图3、激光焊接装置的示意图
施加力量下的振动作用在焊接界面上造成不均匀表面的塑性变形,从而导致形成高度密切的接触和金属原子扩散。由扩散形成连接,连接处没有熔化。部件产生一些变形或变薄,但是可以正常控制。通过焊头的摩擦来维持焊头与部件之间的接触,通过焊头上的压花纹加强摩擦。
超声波焊接特别适合于导电部件的薄板焊接,其中包括铝和铜。超声波工艺在微焊接中存在一些缺点。由于需要将力量传输到部件上,因此,连接的两侧要求产生机械接触。另外,焊头是一种要求检验和更换的损耗品。连接的几何形状在一定程度上仅限制于搭接焊接。最后,受焊头驱动影响,焊接周期速度会降低生产速度。
● 电阻焊接:工艺灵活,但是不适合于机械精密部件。
当电流通过部件时,电阻焊(图2)使用焊接界面的高电阻产生热量。电流产生于工件的相同侧或相反侧接触部件的电极,形成回路。在部件上施加一些力量,以确保电气接触。
采用电阻焊方式焊接导电部件时,电极具有电阻,因此执行两种功能:加热和将热量传导到部件,并传导充足的电流,以在连接界面产生一些热量。
电阻焊适用于各种广泛的连接应用和材料,性能优良。但是,由于电阻焊的工艺依赖于机械接触以及需要在两个电极之间形成电气回路,因此并不能在所有情况下操作,特别是对于部件为机械精密部件的情况。另外,最小电极的直径约为0.04英寸,会限制连接的接近操作。
● 激光焊接:非接触式工艺,快速和精确,但是必须处理材料反射问题。
激光焊接(图3)是一种非接触式工艺,只要求单侧接近操作。在极小的连接区域内,这种技术十分有用。它可以用于焊接不同形状的部件、不同的连接几何形状以及异种材料。它不使用需要维护或更换的损耗品,焊接周期只有几毫秒。表面上看,激光焊接似乎是微焊接铜的一种卓越解决方案——但是也存在着问题。Nd:YAG激光器用于大多数微焊接应用,波长为1064纳米,超过铜反射的90%。
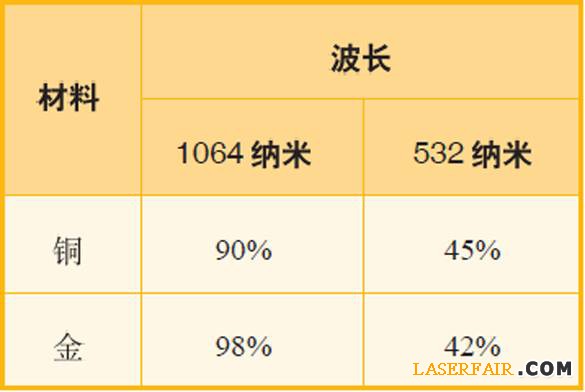
表1、波长为1064纳米和532纳米的激光应用于铜与金时,其反射率对比。
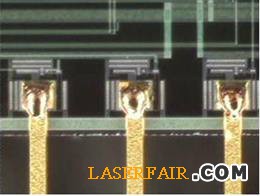
图4、使用1064纳米和532纳米脉冲Nd:YAG激光器在铜棒上产生的典型点焊。
用极高的功率以克服反射问题,并确保将充足的光传输到铜。但是,当激光能量传输到铜上,并提升其温度时,则反射率降低。由于激光功率的吸收出现时间范围小于十亿分之一秒,因此能量吸收的变化非常快速。最初所需的高功率远远超过焊接所需功率。因此,材料快速过热和蒸发,留下了大量的小孔或孔洞。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

