






激光器每一分钟都在等待部件加工,焊接系统时 刻处于夹持位置,因而减弱了增加产量和营业收入的潜力。为了应对这种情况和最大程度地提高激光焊接系统的经济效益,光束的有效工作时间应尽可能靠近100%。可以最大程度增加光束工作时间的一种措施是使用一种远程焊接的工艺。

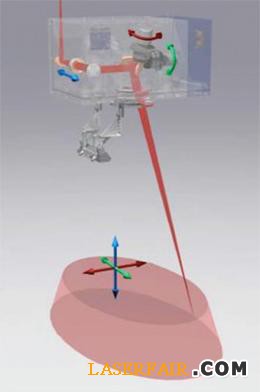
自2009年1月以来,戴姆勒一直采用第二代RobScan工作。由于缩短周期时间和提高装置激光功率的使用,进一步优化了生产质量和成本效率。通过四种创新,实现了这些优点:1) 激光光束的焦距位置可以沿着Z轴变化;2) 降低焊接穿透程度;3) 进一步发展在线焊接质量控制;以及4) 系统编程的离线模拟。由于PFO 3D中具有额外的Z轴,因此能够从扫描光学装置的不同距离或者上下倾斜进行焊接,但无需改变机器人在Z轴方向的路径(图3)。将焊透程度从全部降低到部分,从而降低了焊接溅落的数量、加快了焊接速度且不影响焊接强度。可以使用新的CAD模拟工具对机械手的运动路径进行离线编程。系统测试所有焊缝的通路,执行与夹紧设备发生的碰撞测试,并优化机器人和扫描仪移动的协调性。这样可以降低安装和切换时间,提高周期时间,以及有助于执行复杂装置中的设备规划。离线模拟还可以确保已经优化机器人路径和运行速度。Sindelfingen工厂的E级产品生产中已经添加了20个配有PFO三维扫描仪的新一代RobScan系统。在C级和E级车身加工中,新型RobScan工艺的飞行焊接已经替代了15%的电阻焊点。在Sindelfingen工厂,使用七台6千瓦的盘式激光器生产E级车身。由于使用新的扫描装置和先进的机械手路径和模拟工具,因此,公司能够进一步降低E级系列生产需要的远程系统的数量。
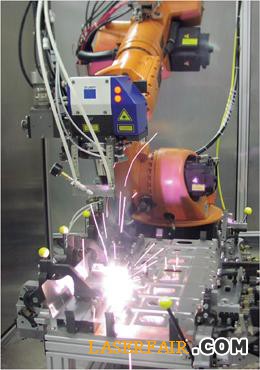
虽然传统激光焊接使用机械手或Cartesian系统操纵光束或工件,但是,远程焊接使用相对较长的聚焦光纤(在此称为“远程”)和扫描镜,以控制工件上的聚焦光束。然而,真正增加光束有效工作时间的措施是大幅降低关闭时间。由于采用较轻重量和高度动态的扫描振镜,因此可以实现快速的移动焊接,只是意味着激光器花费更多的时间焊接部件以及更少的时间处于等待位置以执行下次焊接。结果产出量更高,工作站更少,且成本降低。图1、远程焊接汽车部件远程扫描焊接用于许多汽车应用,包括:座椅(倾斜器、框架、导轨、面板)、白色车身(行李箱、后面板、车门/悬挂部件、侧壁、支柱)以及内部(仪表板梁、后部支架/帽架);参见图1。与传统激光焊接相比,远程扫描焊接具有下列优点:
● 降低周期时间(通过减少定位时间实现);
● 针对焊接形状编程(能够量身定制焊接形状以优化部件强度);
● 加工大型支架(防护玻璃使用寿命更长);
● 降低夹具数量(通过降低工作站数量实现)。
远程激光焊接或者“飞行焊接”可组合一台机械手和扫描仪光纤将聚焦的激光光束定位到移动工件上。它只需要几秒钟时间焊接元件(例如车门),激光焊接的效果卓越。机械手臂沿着工件上面大约半米的平滑路径引导着扫描仪光纤。精致的扫描振镜在极短时间内将聚焦点从焊缝导向到焊缝。通过光纤传输的固态激光器(例如TRUMPF公司的TruDisk碟片激光器)位于远处的加工站,它是提供焊接能量的源动力。扫描光学器件或可编程聚焦镜组(PFO)器件位于激光器光纤光缆端部,将激光焦点精确定位到将要焊接的元件上的中央。PFO内部的两个扫描振镜引导光束通过“扁平区域”光学装置,该区域将光束聚焦到普通的聚焦平面。PFO还配有一个电动镜头,可以沿着Z轴方向上下移动聚焦平面。从整个工作范围的一端将聚焦激光光束重新定位到另一端只需要30毫秒。
远程飞行焊接具备三个基本前提条件:首先,需要一个固体激光器提供光源。固体激光器能够通过高度灵活的光纤缆线输送激光束。尤其在使用多轴机械手来焊接位于三维空间内的元件时,要求配有这种光缆。其次,要求具有卓越的光束质量和合适功率的激光器。光束质量是激光器聚焦能力的一种表现,远程焊接要求较长聚焦长度,可以产生优质的光束质量(即4至 8 mm-mrad),以在工件上达到合适的聚焦点尺寸(即大约0.6毫米)。汽车车身生产中的远程焊接一般使用4-6千瓦的激光功率。图2、对门板的远程焊接显示了具有线型焊迹和各种尺寸的“C”形或钉形焊接。第三个重要的前提条件是精确定位焊缝的位置。这要求机械手和扫描控制装置之间实现轴同步。这也允许扫描仪控制装置根据焊接形状进行编程,例如“C”形,机械手以变化的速度在焊接部件上方移动,形成真正的“C”形。一些控制装置采用“时间”同步的方式。问题是,如果机械手的速度由于任何原因有所变化,则焊接形状也将变化——因为轴没有同步。
当使用PFO执行飞行焊接时,可以实现任何可选形状和尺寸的焊接模式。精准的焊接形状并不依赖于机械手的移动速度,它适用于焊接元部件——这是那些笨拙且不精确的机械手无法完成的任务。虽然线性焊接要求的凸缘宽度比电阻点焊低得多,但是有时其它形状(例如C形或钉形焊接)可以在增加强度和降低重量之间提供理想的平衡(图2)。不管是短线、圆形、C形或S形焊接,激光焊缝的尺寸、布置和方向都考虑到优化焊接组件的重量和强度。除了能够通过对焊缝形状进行战略布置以优化强度和重量以外,与双侧操作电阻点焊相比,单侧操作激光焊接具有另一种优点。与开放式横断面和成型金属板相比,闭合式横断面(例如用于框架的管道和型材)刚度更大,因此提高了汽车的强度,同时降低重量和成本。
与电阻点焊相比,激光飞行扫描焊接可有效用于日益增多的汽车元部件焊接。使用远程扫描焊接,避免将点焊枪从一个焊接位置移动到另一个焊接位置,节省了相对较长的重新定位时间。扫描头的连续移动和扫描镜激光焦点的快速定位对于大幅增加产量有着重要作用。不仅如此,产生具有与电阻点焊相同强度的激光焊接只需要很少的时间。节约工作时间,就能增加焊接组件的产量以及在其上产生的焊缝数量。白色车间内,对于金属板厚度0.6-1.8毫米的车身,通常每个焊接点要求大约2秒的时间,但同样效果的激光焊缝可以以不到0.4秒钟的时间生成。因此,仅仅焊接时间就降低五倍。
戴姆勒公司(Daimler AG)是在系列生产中使用远程飞行焊接的第一家汽车制造商。为此,戴姆勒开发了“RobScan”工艺,自2007年以来一直在其德国工厂 (Bremen和Sindelfingen)以及南非(East London)用于焊接C级汽车的车身部件。目前,已有几乎70台RobScan系统投入使用。RobScan系统配有PFO 33扫描装置和超过30个二极管泵浦碟式激光器,输出功率范围为3千瓦至4千瓦。图3、PFO三维图显示了三维工作范围。
自2009年1月以来,戴姆勒一直采用第二代RobScan工作。由于缩短周期时间和提高装置激光功率的使用,进一步优化了生产质量和成本效率。通过四种创新,实现了这些优点:1) 激光光束的焦距位置可以沿着Z轴变化;2) 降低焊接穿透程度;3) 进一步发展在线焊接质量控制;以及4) 系统编程的离线模拟。由于PFO 3D中具有额外的Z轴,因此能够从扫描光学装置的不同距离或者上下倾斜进行焊接,但无需改变机器人在Z轴方向的路径(图3)。将焊透程度从全部降低到部分,从而降低了焊接溅落的数量、加快了焊接速度且不影响焊接强度。可以使用新的CAD模拟工具对机械手的运动路径进行离线编程。系统测试所有焊缝的通路,执行与夹紧设备发生的碰撞测试,并优化机器人和扫描仪移动的协调性。这样可以降低安装和切换时间,提高周期时间,以及有助于执行复杂装置中的设备规划。离线模拟还可以确保已经优化机器人路径和运行速度。Sindelfingen工厂的E级产品生产中已经添加了20个配有PFO三维扫描仪的新一代RobScan系统。在C级和E级车身加工中,新型RobScan工艺的飞行焊接已经替代了15%的电阻焊点。在Sindelfingen工厂,使用七台6千瓦的盘式激光器生产E级车身。由于使用新的扫描装置和先进的机械手路径和模拟工具,因此,公司能够进一步降低E级系列生产需要的远程系统的数量。
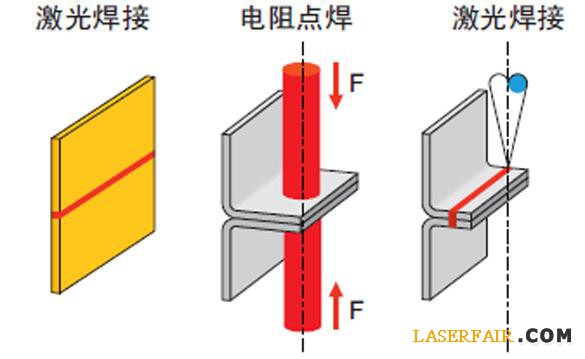
一个激光飞行焊接站可以替代最多五个传统的电阻点焊工作站。同时,只需要一个或两个夹紧工作站就足够焊接结构构件。因为可以在一个激光焊接站加工不同的元件,或者开展不同的工艺(例如除了激光焊接之外的激光凹槽),所以用户能够在生产中利用自由空间。与电阻点焊相比,生产时间已经降低80%。如果只是比较处理速度,激光功率为4千瓦时的焊接速度大约要快六倍;在6千瓦时大约要快十倍。在较高负载周期和最高激光输出功率时,可以达到五倍的更高生产能力。图4、与电阻点焊相比,激光焊接可以降低或消除凸缘。
这些优点不仅仅是数量方面的,而且还有部件质量方面的优点,因为远程激光焊接降低了生产公差。一方面,部件承受的热输入和机械应力比普通的焊接工艺更少。部件变形不大,结构几何形状不受影响。另一方面,定位和夹紧程序的数量减少,因此焊接元件以及整个车身的尺寸稳定性更大。
远程激光焊接与电阻点焊相比,尽管生产工具和激光器成本相对较高,但是整体成本仍然较有优势。可以在同一远程焊接线上焊接不同的车身款式,所节约的成本与工艺灵活性相关联。长期以来,远程加工的运用并不局制于金属车门、侧壁或者后部中心组件。越来越多的汽车部件供应商采用此技术加工其它组件,例如保险杆、摇杆导轨、轮罩或仪表板支架。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

