





自20世纪80年代以来,处理大型胶片的工业市场出现了巨大的变化,几乎完全被激光器和数字处理所取代。从那时起,在印刷行业中,雕刻网版常用的技术是使用RF激励CO2激光器,功率高达1kW,可以根据雕刻的图案来调整功率(图1)。
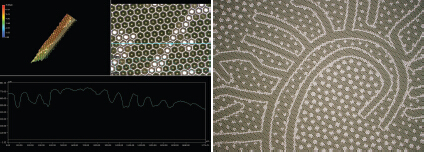
图1:激光雕刻网版,在被雕刻的地方,印刷的颜色会从网孔中通过。
网孔被薄的聚合物层所覆盖,用调制的激光光束雕刻这一层,在被雕刻的地方将会打开网孔中的洞。这是一种非常有效的生产印刷版和滚筒的方法,特别是涉及到大批量印刷时。几乎所有用于纺织品、地毯、壁纸和纸币的一些功能的印刷都能使用这种技术。
对CO2激光器的直接调制受限于10kHz左右,主要是由于亚稳态氮,这是激光气体混合物的一个主要部分。当前在管和罐的印刷中使用的技术要求有更高的脉冲频率,大约几百千赫。这主要是由于更高的分辨率所要求,而不是由于材料的真实3D结构所要求。雕刻网孔基本上是一个2D过程,而雕刻印刷版和聚合物或橡胶滚筒是一个具有复杂结构的3D雕刻过程。每个直接雕刻的结构都需要坚实的底座以在印刷过程中保持稳定,它们可能在顶部有着复杂的几何形状,例如一个轮廓清晰的图案和用来补偿网点扩大的咬边。
未来,高防伪印刷(纸币、安全文件、护照等,如图2)将需要至少500kHz或更高的频率,同时业界现在想在包装设计中实现照相效果般的印刷,这也需要类似的性能。

图2:用激光雕刻印刷纸币用的滚筒。
相比直接调制RF激光的放电,声光调制器(AOMs)可以用调制频率快得多的方法来控制激光光束。但是声光调制器由于在锗晶体的吸收及其损伤阈值而受到限制。为了获得最好的输出结果,必须精心设计声光调制器、激光源和光束路径。
对所有先进的激光器进行测试,特别是它们的脉冲行为、功率稳定性、指向稳定性和模式。上升和下降时间决定脉冲行为,因此也决定着雕刻速度。混合气体中的氮会降低脉冲频率至10kHz左右。这对于过去的很多应用已经足够,但对于未来的需求来说是不够的。典型的激光功率和时间关系图显示出±5~10%的偏差值。
这绝对不适合控制3D雕刻材料。被测试的各种激光器的激光指向稳定性出奇的好,这对于声光调制器的使用(对入射角非常敏感)将起着直接的影响。
在接近声光调制器的功率极限时,锗晶体对不良的激光场模式非常敏感。热点会导致出射光束变形并很容易破坏晶现出不良的激光模式。通常情况下,输出耦合器和声光调制器之间的距离应该在2m左右或更多,这样会有更好的激光场模式(图3)。
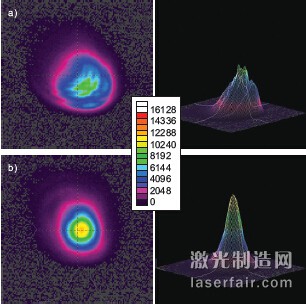
图3:全功率的CO2 激光器分别在1m的距离(a)和6m(b)的距离,左边是2D图,右边是3D图。
有时这难以实现,尤其是在紧凑型的雕刻设备中。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

