



千百年来,玻璃已经成为人们非常熟知的材料了,被用于种类繁多的透明或彩色产品中。现在,玻璃的生产具有显著的生态优势,这主要得益于其取之不尽的原材料,例如沙子、纯碱、石灰石和回炉碎玻璃,它在工业国家的回收率高达80%,并且有些地方(例如德国)还有着高效的回收系统。由于其优异的耐久性、机械强度和耐化学腐蚀性,玻璃这种令人着迷的材料具有非常广泛的应用范围(图1),尽管聚合物在过去50年中也抢走了不少市场份额。

图1:用超快激光器对化学钢化玻璃进行成丝切割和表面雕刻
为了保持原有市场并开拓新的市场,玻璃制造企业的研发活动持续不断。其中之一是朝着非常薄的玻璃(20-200μm的厚度)发展,以应用在消费类产品和电子产品领域的轻质和柔韧的产品中。对于较厚的玻璃,研发人员不断尝试提高其机械强度或进一步改进玻璃产品的光学性能,以满足消费类电子产品、医疗设备、光学器件以及建筑、汽车、航空航天、太阳能等应用的高要求。
当玻璃的机械性能或其他特定性能不能满足一项应用的要求时,就要考虑其他种类的透明脆性材料了。鉴于玻璃大多数是无定形结构(如冻结熔融),替代的无机材料要么是由纯晶体构成,要么是透明的陶瓷。所有这些材料都要经过漫长的生产环节,最终才能得到想要的形状和属性。直到今天,绝大多数的加工步骤仍然依赖传统的机械加工技术,包括成型、划线、打孔、研磨或抛光等工序。
用激光加工玻璃和晶体一直以来都相当具有挑战性,主要是因为其在可见光和近红外(NIR)光谱的低吸收和低的耐热冲击性。最突出和最“显而易见”的应用是用CO2激光器的高吸收波长在玻璃上进行激光打标。过去几年,在市场上出现了更复杂的方式来实现表面或玻璃的打标——使用飞秒激光器。然而,由于这些激光器的价格较高,其应用主要集中在医疗设备或高档化妆品和香水的包装中。
众多选项
由于对减少加工步骤、材料浪费以及生产中对用水需求在不断上升,市场不断推动着激光制造商和系统集成商开发传统加工技术的替代方案。在微加工领域的一些工序特别需要更加精确和水消耗较少的技术,例如切割和打孔等。过去采用的多种方法或多或少都获得了成功,它们使激光成功应用在切割玻璃或其他透明脆性材料上。这些工序分为:
• 划片和断裂;
• 特定应力分布的玻璃热分离;
• 纯激光烧蚀;
• 自下而上加工;
• 用高能量密度的光学击穿来实现玻璃内划线;
• 传统的熔化切割;
• 在反应体积内成丝(例如长而窄的变型)。
这些方法大多数都有优点,但同时还有很多局限性。例如,在用超快激光进行表面划线之后,用划片和断裂来机械分离截面较薄的脆性材料(厚度小于0.5mm)很有趣。但是它仅适用于直线以及低速到中速(10到100mm/s,根据厚度而定)的划线,并且经常会在断裂后留下不直的边缘,划线边和断裂边的弯曲强度也会有差异。不过,我们成功地将激光划片和断裂用于蓝宝石划切生产发光二极管(LED)中。
在激光热分离中使用NIR固体激光器来取代标准的CO2激光器,这是基于多重激光束吸收技术(multiple laser beam absorption,简称为MLBA),它是从外部通过激光诱导应力分布来引导产生材料内部的裂缝。被分离的壁具有准完美、无微裂纹的质量,使得弯曲试验断裂强度接近理论玻璃水平。但是它也有其缺点:很难引导裂缝沿着轮廓按预定的曲线扩展并封闭轮廓,而其中不发生任何偏差,因为裂缝的扩展很大程度取决于玻璃中当前的张力分布。最近在这一方面的研发包括用超快激光器来实现类似的效果和边缘质量,但轮廓切割仍然是一个问题。因此,热分离有时需要与纯激光烧蚀相结合,例如,生产手机显示屏。在这个例子中,激光热分离主要用于直线切割,而圆角通过高功率超快激光器的烧蚀来实现(图2)。
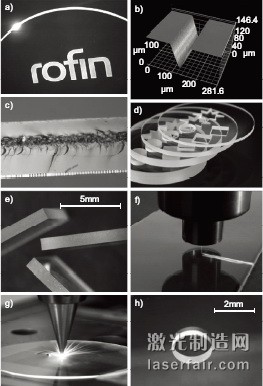
图2:激光加工透明材料的各种选择,包括通过表面雕刻来对石英玻璃进行打标(a),划片和断裂用于玻璃的表面雕刻(b),蓝宝石的内划线(c),玻璃的自下而上加工(d),玻璃的激光成丝(e和h)、玻璃的激光热分离(f)和蓝宝石的热熔切(g)
纯激光烧蚀可以用于表面甚至整个截面来精确地去除材料,并且最终产生一个切口。缺点包括相对较低的烧蚀速度(特别是在厚的截面上),对于厚度不超过0.5mm的材料,切割速度通常为1-10mm/s,不可避免的锥角为10-12°,当烧蚀深度超过200μm时会产生非常明显的热影响区。纯烧蚀方法也可以用于玻璃和其他透明材料的打孔,最好使用超快激光器与五轴打孔头的组合,以实现垂直的孔壁。当然,在较厚(0.3-0.7mm)材料上的加工速度相当低,每个孔需要近十秒的时间。
纯烧蚀过程是在样品的上端开始进行,反之,“自下而上”加工方法是由激光从工件的底部开始瓦解透明材料,变成粉状的材料会在重力作用下掉落,从而离开烧蚀区域。用一种连续的方法来向上移动焦点,便可以实现各种形状的打孔。使用515–532nm倍频纳秒或皮秒脉冲是因为这一过程依赖于激光波长的高透明度。在3mm厚的钠钙玻璃上,1秒就可以打1个直径为1mm的孔,而自由曲线轮廓的切割速度在3mm/s范围内。除了加工速度相对较慢以外,还有其他一些缺点,例如不能用这种方法加工强化玻璃,并且边缘会出现明显的豁口(距离加工边缘约50-10μm)。
通过使用超快脉冲带来的高能量密度,再加上低至几微米的深聚焦,基本上可以在任何透明介质中实现光学击穿。通过快速的相对运动和焦点位置的主动控制,可以在反应体积内进行高达1000mm/s速度的划线,例如100-200μm厚的蓝宝石LED晶圆。可应用的材料厚度最低甚至能达到50μm。有必要用机械断裂工艺来分离切下的部分。缺点包括划线区域的高粗糙度,并且很难控制从中央的划线向边缘发生的破裂,这可能会导致不均匀的切割壁。
最后,还有两种其他的加工方法可以为玻璃和其他透明脆性材料制品的大批量生产带来明显优势。
蓝宝石及陶瓷的熔化切割
蓝宝石是现有最硬的透明材料之一。其力学性能和光学性能使它成为各种零部件的理想选择,如手表玻璃面、移动设备显示屏、数码相机保护镜或LED载体。用固体激光器(例如灯泵固体激光器)进行蓝宝石切割已经持续很多年了,它已成为一种先进的工业过程。然而,它能实现的速度和切割质量有限,而运行成本相对较高。最近光纤激光器的进展把蓝宝石热切割过程的性能带到了一个全新的水平。切割速度和质量得到了极大地提高,同时运行成本也低得多。
在热切割过程中,激光光束通常聚焦到工件上的一个小点。工件的温度局部升高到熔点以上。在室温下,大约85%的激光辐射会穿过抛光的蓝宝石基材,大约14%的会被反射,只有不到1%的辐射会被吸收并开始熔化。一旦蓝宝石被熔化,其吸收率会急剧上升,便可以很轻松地保持在熔点温度。因此,这一过程(内耦合相位)的开始阶段是蓝宝石热切割(图3)最关键的部分。因为蓝宝石的热导率比其他玻璃相材料高,所以激光强度必须非常高。通常情况下,需要每平方厘米数百兆瓦的强度来诱导熔化。由于热导率高,热量会迅速散失,此外其局部蓄热或热损伤的风险比其他玻璃材料要小。
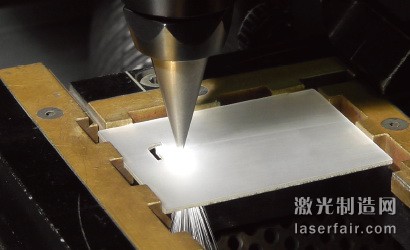
图3:用Rofin-Lasag LFS 150长脉冲光纤激光器来进行蓝宝石熔化切割
将气体喷流(氮、压缩空气或者在某些情况下使用氦)注入到激光束中,以将熔融物吹离切口。气体的类型对切口的边缘质量有着重要的影响(化学反应)。
例如Rofin-Lasag LFS 150这样的长脉冲光纤激光器,已经成为一个非常强大的替代灯泵或二极管泵浦固体激光器的选择,因为它们可以提供高的平均功率和峰值功率,以及优秀的光束质量。由于蓝宝石和其他脆性材料是非常敏感,所以必须仔细选择并控制好激光参数。要想避免微裂纹和豁口,在蓝宝石表面的聚焦点定位是非常重要的。适当的焦点位置能让切口没有任何裂缝,并且让边缘豁口的尺寸低于10-20μm。
由于热切割过程本身的性质,对零部件只需切割一次就可完成。因此,切割锥度能保持最小,通常低于2°,这主要基于蓝宝石的厚度。此外还能获得出色的表面粗糙度值,Ra < 1.5μm。最大的切割速度主要取决于质量要求和零部件的复杂程度。对于厚度在6和0.2mm之间的蓝宝石,切割速度在3-25mm/s之间。最小的切缝宽度甚至可以低于20μm。
用光纤激光器来熔化切割蓝宝石和陶瓷,这已经成为用于生产移动设备零部件(如按钮、保护窗等)的最先进的高度自动化制造过程。相比其他切割过程,如果选择了正确的激光参数,那性价比也会更高。
激光成丝切割
到目前为止,所描述的技术中有一种截然不同的方法可以在市场上引起巨大反响,因为它在加工速度、边缘质量(粗糙度、平直度、表面损伤)、材料厚度范围和材料的广泛性方面都能获得出色表现。
这种新方法就是使用具有专门属性的超快激光器在透明介质中进行很高纵横比的变型,即我们所说的“激光成丝”。在一张简图中,成丝主要取决于两个相互竞争的过程。首先,由于非线性的光学克尔效应(optical Kerr effect),激光脉冲的强度空间分布作为聚焦透镜,会导致光束的自聚焦和能量密度的进一步增加。在一定的峰值强度时,低密度等离子体被创建出来,从而降低了在光路中心的折射率,并且造成了光束的再一次散焦。通过使用一个复杂的光学结构,克尔效应自聚焦和等离子体散焦之间的动态行为会导致形成稳定的丝,并在光学透明材料中得以延续几个毫米的长度。通常细丝直径在1-2mm范围内。
为了实现基本上零间隙的切割或打孔线,通过工件和(或)加工头以100-1000mm/s的速度进行相对运动,使这些激光产生的丝之间非常接近,这取决于材料的厚度和切割所需的几何形状。
Rofin SmartCleave FI成丝工艺可以对0.05-10mm厚的透明脆性材料进行任意形状的切割,并且没有锥度(图4)。经过切割后的产品表面干净整洁无碎裂。通常Ra值(表面粗糙度值)小于1mm,这使得切割部分的弯曲强度非常高。在化学强化或热强化玻璃中有足够的内部应力水平的情况下,成丝区域会自动地分离。非强化玻璃(例如但不限于钠钙玻璃、硼硅玻璃和铝硅酸盐玻璃)、蓝宝石或陶瓷可以容易地被较低的机械力或热力分离。例如,后者可以通过CO2激光加热过程来实现。

图4:用激光成丝切割各种几何形状的玻璃(SmartCleave FI)
激光成丝工艺巧妙地将冗长的劳动密集型机械加工链简化到只有几个步骤。SmartCleave FI技术的应用包括用于由强化或非强化玻璃以及蓝宝石制成的手机显示屏,电视、电脑及平板电脑的显示屏,LED和OLED产品以及其他微电子方面的应用,还可应用于集成电路的玻璃基板、光学器件、手表、建筑以及家用玻璃、医疗设备、半导体或陶瓷制品等领域。

图5:Rofin的StarPico皮秒激光器用于玻璃和其他透明脆性材料的激光成丝切割以及表面雕刻
适合成丝工艺的超快激光器已经被开发出来,它建立起的MOPA链可以实现非常高的重复频率。这种拥有专利和独家授权的脉冲串(burst)模式,能提供具有纳秒级间隔和可以设计的功率斜坡的脉冲包。这提供了比再生放大器概念更大的灵活性,Rofin已经将它作为设计其工业级超快激光器新家族的首选(图5)。此外,其选择的混合MOPA(主振功率放大器)设计集合了两款激光器的优点于一身。它既具备光纤激光器的坚固性、高重复率和光束质量,也拥有圆棒激光器的功率可调性。
小结
加工玻璃及其他透明脆性材料一直是激光领域的一个挑战。过去采用了许多不同的工艺方法,但它们大多局限于一个相当狭窄的应用领域。其中有两个方法对于更广泛的工业应用有着不俗的潜力——使用长脉冲光纤激光器对蓝宝石或陶瓷进行激光熔化切割,以及利用具有专门的脉冲特性的超快激光器而实现的激光成丝工艺。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

