






一、国外激光加工技术及发展动态
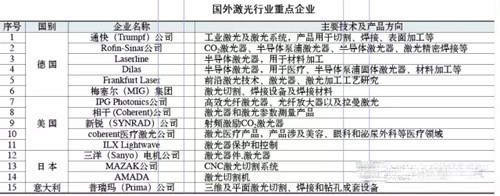
以德国、美国、日本、俄罗斯为代表的少数发达国家,目前主导和控制着全球激光技术和产业的发展方向(见附表)。其中,德国Trumpf、Rofin-Sinar公司在高功率工业激光器上称雄天下;美国IPG公司的光纤激光器引领世界激光产业发展方向。欧美主要国家在大型制造产业,如机械、汽车、航空、造船、电子等行业中,基本完成了用激光加工工艺对传统工艺的更新换代,进入“光加工”时代。
经过几十年的发展,激光技术开辟了广阔的应用天地,应用领域涵盖通信、材料加工、准分子光刻及数据存储等9个主要类别。根据国外统计资料表明,2013 年全世界总的激光销售超过1000亿元。其中全球激光器市场销售额较2013年增长6.0%,达到93.34亿美元。美国市场借助出口方面的出色表现有所 增长;欧洲凭借德国的出口增长仅维持收支平衡;亚洲市场,东盟国家的增长抵消了中国的经济放缓以及日本的零增长。
二、国内激光产业发展现状
1.国内激光产业整体格局
国内激光企业主要分布在湖北、北京、江苏、上海及深圳等地,已基本形成以上述省市为主体的华中、环渤海、长三角、珠三角四大激光产业基地,其中有一定规模的企业约300家。
2014年我国激光产业链产值约为800亿元。主要包括:激光加工装备产业达到350亿元(其中,用于切割、打标和焊接的高功率激光设备占据了67%的市场份额);激光加工在重工业、电子工业、轻工业、军用、医疗等行业的应用达到450亿元。预计在今后三年,我国激光产业平均行业复合成长率将不低于20%。
我国激光加工产业可以分为四个比较大产业带,珠江三角洲、长江三角洲、华中地区和环渤海地区。这四个产业带侧重点不同,珠三角以中小功率激光加工机为主,长三角以大功率激光切割焊接设备为主,环渤海以大功率激光熔覆和全固态激光为主,以武汉为首的华中地区则覆盖了大、中、小激光加工设备。这四大产业带中,以华中地区尤其是武汉最具代表性,中国“光谷”的称号便是有力的 证明。武汉地区可以说见证了中国激光加工产业从无到有、从弱到强的整个历程,是中国激光产业发展的缩影,图1为华工法利莱切割系统工程有限公司生产的切割 机,切割样品如图2所示。

图1

图2
2.国内激光产业重点单位
激光技术在我国经过40多年发展,有了较为雄厚的技术基础,锻炼培养了一支素质较高的队伍。以中科院四大光机所及各部委所属研究机构和一批大学为代表,形成了我国激光器系统技术研究开发的重要力量,如华中科技大学、清华大学、北京工业大学等16个科研院所。在部分激光器研究开发的核心技术上,形成了5个国家级的激光技术研究中心,10多个研究机构。
我国激光产业骨干企业有:武汉——华工激光、楚天激光、团结激光、金运激光、锐科激光;深圳——大族激光、光韵达激光、光大激光、联赢激光;北京——大 恒激光、11所;华东——上海团结普林玛、南京东方等。我国激光行业的八大激光上市公司分别为华工科技、大族激光、金运激光、光韵达、福晶科技、新松机器 人、利达光电及上海新南洋。
三、激光加工的优势
激光加工属于无接触加工,并且高 能量激光束的能量及其移动速度均可调,因此可以实现多种加工的目的。它可以对多种金属、非金属加工,特别是可以加工高硬度、高脆性及高熔点的材料。激光加 工柔性大主要用于切割、表面处理、焊接、打标和打孔等。激光表面处理包括激光相变硬化、激光熔敷、激光表面合金化和激光表面熔凝等。
激 光加工技术主要有以下独特的优点:①使用激光加工,生产效率高,质量可靠,经济效益。②可以通过透明介质对密闭容器内的工件进行各种加工;在恶劣环境或其 他人难以接近的地方,可用机器人进行激光加工。③激光加工过程中无“刀具”磨损,无“切削力”作用于工件。④可以对多种金属、非金属加工,特别是可以加工 高硬度、高脆性及高熔点的材料。⑤激光束易于导向、聚焦实现作各方向变换,极易与数控系统配合、对复杂工件进行加工,因此它是一种极为灵活的加工方法。⑥ 无接触加工,对工件无直接冲击,因此无机械变形,并且高能量激光束的能量及其移动速度均可调,因此可以实现多种加工的目的。⑦激光加工过程中,激光束能量 密度高,加工速度快,并且是局部加工,对非激光照射部位没有或影响极小,因此,其热影响区小,工件热变形小,后续加工量小。⑧激光束的发散角可<1 毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率激光器的连续输出功率又可达千瓦至10kW量级,因而激光既适于精密微细加工, 又适于大型材料加工。激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度。
激光加工技术已在众多领域得到广泛应用,随着激光加工技术、设备、工艺研究的不断深进,将具有更广阔的应用远景。由于加工过程中输入工件的热量小,所以热影响区和热变形小;加工效率高,易于实现自动化。
四、存在主要问题及发展思路
1.面向专业领域的中高端激光加工成套装备和配套技术不能满足行业需求
随着我国制造业企业技术改造力度加大,近年来数控激光切割、焊接成套装备市场异常活跃,年需求可达到1000台以上。但国内市场缺乏满足行业需求的国产中高端激光装备产品,同时在与国外产品进行配套服务时,配套技术也达不到客户需求,如武钢冷轧生产线进口十多台德国激光拼焊、硅钢刻痕大型装备,配套的激光装备技术和激光焊接工艺无法满足武钢规模化不停机生产要求。在与东风、三环锻压等省内行业龙头企业的配套上,也存在类似问题。
2.产业链各环节之间的合作融合不够
制约激光产业发展中的某些核心技术,如激光装备所需的控制软件、生产光纤激光器必 需的特种光纤等,由于缺乏与数控相关企业、光电子相关企业之间的技术协作,导致技术一直难以取得突破,制约了激光产业核心竞争力的提升。同时,在制造业与 服务业加速融合发展的大环境下,我省激光产业需要扩宽思路,加大与现代服务业、文化创意产业的融合。虽然团结激光、楚天激光已经在这方面开展了有益的尝 试,但这种不局限于现有市场和产品,主动谋求协作融合的思维方式尚未成为全行业的共识。
3.发展思路
以激光应用为先导,以激光器件为核心,以集成装备为主体,以国际合作提升水平,着力解决发展中长期存在的核心器件瓶颈和关键技术难题,推动科技资源高效配置与综合集成,促进产业链的上 下延伸,促进激光产业各细分领域之间、激光与其他产业的融合发展,促进产学研协同创新,打造以大型激光加工设备系统集成企业为龙头,以中小型激光生产企业 群为支撑,以功能器件生产企业群和公共技术等服务平台为配套的激光制造装备企业集群。
围绕激光产业持续发展,聚焦新一代核心激光器、高端激光制造装备、激光加工应用三大方向,策划、攻克一批能够形成显著增长点的重大项目,建立重大产业化项目协同创新推进机制,及时研究解决项目前期及建设实施中的重大问题。
五、未来发展方向
1.激光器技术发展
继传统的气体、固体激光器之后,光纤激光器、半导体激光器、碟片激光器等 新型激光器发展迅速。总体而言,全球激光技术的主要趋势是向高功率、高光束质量、高可靠性、高智能化和低成本方向发展。高功率射频板条CO2激光器、轴快 流CO2激光器、千瓦内低成本大功率YAG激光器、碟片固体激光器、半导体激光器、光纤激光器、全固化可见光及倍频紫外激光器,皮秒、飞秒激光器。
(1)高功率工业光纤激光器高功率光纤激光器是第三代固体激光器。在激光加工领域,光纤激光器有逐步替代传统YAG、部分CO2激光器的趋势。目前商用光纤激光器输出功率连续功率已上升到数千瓦,以至50kW。
重点研发实用型1~4kW光纤激光器,攻克10kW光纤激光器产业化技术。①高功率光纤激光器用大芯径掺镱光纤,为高功率光纤激光器及其核心光纤器件提供配套。②10kW高功率工业光纤激光器工程化和产品化,以满足船舶、汽车、军工及能源等行业对厚钢板进行激光切割、激光焊接等的迫切需求。③2~4kW连续光纤激光器,满足焊接、切割应用需求。如图3所示,为武汉锐科光纤激光器技术有限责任公司生产的万瓦光纤激光器。

图3
(2)高功率半导体固态激光器高功率半导体固态激光器是第四代固体激光器。半导体激光器结构紧凑,寿命期限可达到10000h,电光转换效率高达30%~40%。德国Laserline公司、DILAS公司实用化半导体激光器达到8kW。
发展激光增益光纤、激光薄片晶体、激光非线性频率转换晶体、激光用石英玻璃等激光材料,以及高功率镜片、传输光纤、切割头、焊接头、半导体激光泵浦源等激光器件。配套精密机械零件加工、激光电源、激光光学元件及数控系统等单元核心器件。
(3)高功率、高光束CO2气体激光器高功率、高光束CO2气体激光器是激光切割、 焊接的主力光源。国际上75%左右的中厚板切割均采用高功率CO2激光器。采用径向偏振光的CO2激光器切割效率大约是采用传统圆偏振激光的两倍,可大大 提高金属板材激光切割等应用的加工速度和效率,将成为高功率工业CO2激光器的换代产品及我国激光加工制造装备中的核心支撑。在轴快流CO2激光器上采用 L形空间折叠激光谐振腔的结构形式和偏振选择镜的方法产生径向偏振光,得到稳定的高光束质量的径向偏振光。开发出激光功率>2kW,模式为 TEM01,偏振纯度大于90%的径向偏振CO2激光器。径向偏振光还可应用于电子加速、扫描显微和粒子诱捕等许多尖端领域。
2.激光加工装备发展
基于高功率(2~10kW)工业激光器的大型激光加工装备,重点开发应用于钢铁、冶金、石油、汽车、造船及航空航天等行业应用的激光加工系统,包括高功率激光切割、熔覆、热处理及焊接设备等。
(1)基于船舶、工程机械应用的厚板大幅面的激光切割焊接技术武钢船板和管线钢的高功率光纤激光及其复合焊接技术应用研究。船板采用激光及其复合焊接技 术可以有效地避免焊接中的钢板或构件变形,提高焊接工作的效率。解决高功率、大幅面、多自由度、飞行光路CO2激光切割系统的关键技术:包括光路传输(扩 束准直、等光程、聚焦、光点稳定性)、长悬臂制造技术、关节臂、直线电动机驱动高速切割机、控制系统、先进软件技术及系统集成的综合技术等。使国产高端大 型激光切割设备在船舶、钢铁、工程机械及军工等重工业领域的应用获得突破,并取代进口设备。高功率激光同样被用于石油管道的切割,如图4所示。

图4
(2)汽车板激光连续精密高速落料装备针对0.5~1.5mm汽车板激光切割连续落料的作业需求,采用2kW单模光纤激光器,实现超高速切割,最大切割速度达到100m/min。攻克以异形汽车板件布料、三激光头高精度协同作业、切割轨迹、高速切割与工艺实现等关键技术,达到废料自动剔除作业率≥99.5%,三头配置的激光步进落料生产线年产量≥100万片。
(3)激光焊接机器人基于机器人激光加工系统应用于汽车制造业。汽车车门、底板激光远程扫描焊接成套设备。采用高功率光纤激光器或者碟片激光器, 研究机器人6轴与振镜3轴的联动控制系统,汽车底板激光远程扫描焊接生产线与汽车车门激光远程扫描生产线工艺规划,激光远程扫描焊接工艺与质量检测技术 等,满足三维车身焊点的高效定位,车门激光焊接长度≥4000mm,底板激光焊接长度≥4000mm,激光焊接速度≥30m/min,用于汽车工业具体操 作如图5所示。

图5
(4)基于航空航天应用的有色金属的激光焊接系统开发2~4kW系列半导体激光器及其成套系统,用于大型零件的激光表面淬火,或者激光熔覆;6~10kW 智能化高功率光纤激光高效表面制造/再制造装备。开展铝、镁、铜、钛合金,以及粉末冶金等特殊材料的激光焊接技术研究,研究高强度铝合金的填丝材料研究, 力争在厚度为10~20mm的高强铝合金板激光焊接技术方面有所突破。研究有色金属、中厚板高功率光纤激光及其MIG复合焊接技术、填丝复合焊接技术。
(5)高功率半导体激光表面制造/再制造装备集成智能化半导体激光表面强韧化及再制造系统,实现距离、温度、轨迹、处理效果的智能化控制,应用于汽车覆盖件模具、矿山机械、煤炭机械、石化机械及发电机组等大型机械零部件的热处理或修复。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

