


铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中大量应用。本文旨在通过铝合金的激光焊相关标准入手,说明铝合金激光焊相关工艺规程的建立过程……
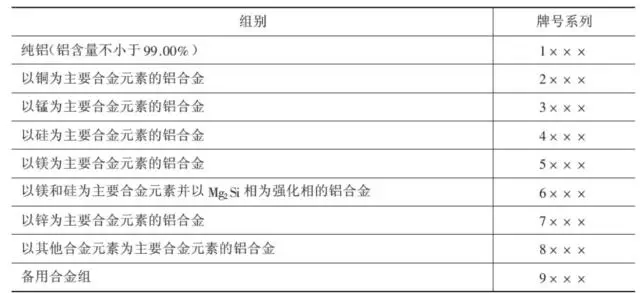
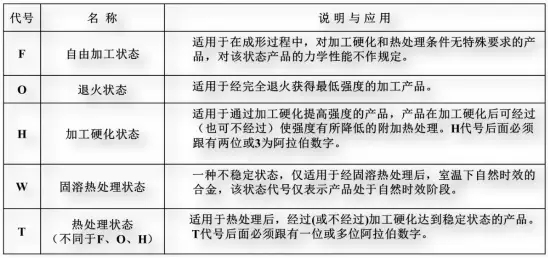
表2 铝合金的基础状态
铝合金焊接特性:
1)容易氧化,焊接时需要隔离空气;
2)热导率和比热容大,需要选用能量集中的焊接方法;
3)热裂纹倾向大,线膨胀系数大,凝固时体积收缩快,容易产生热裂纹;
4)容易产生气孔,主要是氢气孔,包括冶金气孔,工艺气孔;
5)接头软化,受低熔共晶组织影响,HAZ区接头软化、强度下降;
6)铝对光,热的反射高,吸收低;
7)铝合金中合金元素易蒸发、烧损、使焊缝性能下降。
铝合金焊丝选择原则:
1)纯铝焊丝的纯度一般不低于母材 ;
2)铝合金焊丝的化学成分一般与母材的相应或相近 ;
3)铝合金焊丝中的耐蚀元素(镁、锰、硅等) 的含量一般不低于母材的 ;
4)异种铝材焊接时应按耐蚀较高、强度高的母材选择焊丝。
2、汽车轻量化发展铝合金的需求
随着汽车的越来越普及,汽车数量的增长带来了能源消耗和尾气污染等一系列问题越来越严峻。节能、环保、安全是促进车身材料技术进步的主动力,轻量化的措施主要有以下两条:
1)优化汽车车身框架结构;
2)用高强度轻质材料代替传统的钢铁材料。
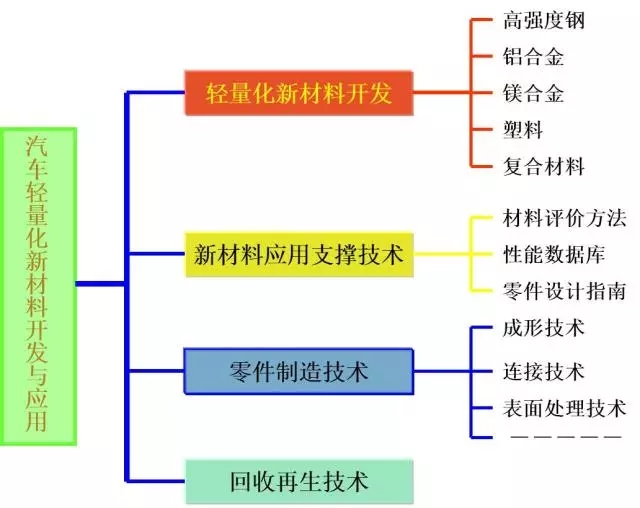
另外,也有认为可以采用多种材料以实现轻量化,见图1
汽车车身约占汽车总重的30%,而在汽车内外板上用铝合金来代替传统钢板就可使白车身减重约40%~50%,进而使整车减重10%左右。

(a)T4(p)状态下
屈服强度:90~140MPa
抗拉强度:220~285MPa
延伸率(总):≥20%
n值:≥0.27(拉伸应变硬化指数)
r值: ≥0.65(0°)(塑性应变比)
≥0.40(45°)
≥0.55(90°)
(b)预变形2%+烘烤后屈服强度:160~260MPa
3、铝合金激光焊相关标准说明
关于激光焊接铝合金的相关研究,已经有相当多的著作和论文说明。包括正确焊接的工艺,相关角度,丝光间距,保护气,填充焊丝,相关工艺参数等以及焊前清理,焊后热处理等,并从小孔成形机理和化学冶金机理、热循环理论解释如何防止气孔,热裂纹,接头软化等问题。本文旨在通过铝合金的激光焊相关标准入手,说明铝合金激光焊相关工艺规程的建立过程。
相关标准如下:
1、ISO 3834-2-2008金属材料熔化焊的质量要求
第2部分:完整质量要求焊接完整质量要求,包括焊接设备、焊接材料、焊缝质量及合格要求、人员资质、工艺评定方法,试验及检验,以及焊后处理等工艺细节完整要求。
2、ISO 14732-1998 焊接人员.金属材料的完全机械化焊接和自动焊接的熔焊工和阻焊工的认可试验
激光焊有关焊工及焊接操作工的要求
3、ISO 14731 焊接管理——任务及职责
激光焊的焊接管理工作任务和职责说明
4、ISO 15614-11 金属材料焊接工艺规程及评定——焊接工艺评定试验——第十一部分:电子束及激光焊接
激光焊的焊接工艺规程及评定要求,用于新工艺的验证。
5、ISO 13919-2-2001+A1-2003 焊接电子束和激光焊接头缺陷的质量分级指南 第2部分
激光焊接头缺陷的质量分级,包括气孔的大小、分布、密集度以及咬边、余高、错边、飞溅等缺陷的具体描述和评定等级。
6、ISO 15609-4-2004金属焊接工艺的规范和验收 焊接工艺规范 第4部分:激光束焊
被验证合格的激光焊接工艺试验,相关规范具体描述。
7、GBT 3880.2-2012 一般工业用铝及铝合金板、带材 第2部分:力学性能
铝合金的分类以及每种铝合金相关力学性能参数,方便查找各状态下的力学性能值。
8、ISO 17637焊缝的无损检验——熔化焊接头外观检验
焊缝的无损检验——熔化焊接头外观检验
9、ISO 17636焊缝的无损检验.熔焊接头的放射检验
熔焊接头的放射检验,可用于检查铝合金焊缝的气孔数量、位置、尺寸、密度等。
10、ISO 17640-2010 焊缝的无损检验 超声波检测
焊缝的超声波检测,可用于检测缺陷的位置、数量、尺寸等。
11、GB/T 3246-2012 变形铝及铝合金制品组织检验方法
铝合金金相制作方法,分为第一部分:显微组织检验方法和第二部分:低倍组织检验方法。讲述腐蚀试剂的制备、试样的取样、打磨、腐蚀、组织检验、晶料测量。
12、ISO 17662-2005 焊接用设备的校正、验证和确认(包括辅助活动)
焊接用设备的校正、辅助设备、夹具、工具精度的确认等。
13、ISO 14532-3-2004 焊接消耗品.试验方法和质量要求.铝合金焊接用焊丝电极、焊
丝和焊棒的合格评定 焊接消耗品,焊材、保护气、气瓶、减压器等设施的合格标准。
14、ISO/TR 17663焊接——与焊接及相关工艺有关的热处理质量要求指南
用于铝合金焊前状态的检查或焊后热处理标准。
15、GB/T 2652-2010焊缝及熔敷金属拉伸试验方法
用于分析铝合金焊缝力学性能,测量铝合金力学性能的取样标准及拉伸试验方法。
16、ISO TR 15608-2005焊接 金属材料分类体系指南
金属材料的分类体系,在欧洲标准中,材料代码说明,铝合金对应于门类2,21为纯铝,22.1为AL-Mn,22.2、22.3、22.4为AL-Mg,23.1为AL-Mg-Si,23.2为AL-Zn-Mg,24.1为AL-Si,24.2为AL-Si-Mn,25为AL-Si-Cu,26为Al-Cu。
17、ISO-2553 焊接、钎焊的图纸标识意义 说明在完成焊接工艺评定中的图纸标识等。
18、GB/T 22639-2008 铝合金加工产品的剥落腐蚀试验方法
通过全浸试验,用直观检测或金相观察的方法评价材料对剥落腐蚀的敏感性。
1、铝合金分类
铝合金密度低,比强度高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性。
根据合金元素和加工工艺特性,可将铝合金分为变形铝合金和铸造铝合金两大类,铸造铝合金塑性差,但流动性好,适宜于铸造。变形铝合金可通过冷变形和热处理,使强度进一步提高。变形铝合金又可分为热处理强化型和非热处理强化型。3XXX系和5XXX系属于非热处理强化铝合金,2XXX、4XXX、6XXX、7XXX系属于热处理强度铝合金。 铝合金主要分为以下1~9类:
铝合金密度低,比强度高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性。
根据合金元素和加工工艺特性,可将铝合金分为变形铝合金和铸造铝合金两大类,铸造铝合金塑性差,但流动性好,适宜于铸造。变形铝合金可通过冷变形和热处理,使强度进一步提高。变形铝合金又可分为热处理强化型和非热处理强化型。3XXX系和5XXX系属于非热处理强化铝合金,2XXX、4XXX、6XXX、7XXX系属于热处理强度铝合金。 铝合金主要分为以下1~9类:
表1 铝合金分类
变形铝及铝合金状态代号命名的基本原则基础状态代号用一个英文大写字母表示;细分状态代号采用基础状态代号后跟一位或多位阿拉伯数字表示。见表2所示。如T4表示固溶处理后自然时效,T41则表示固溶处理后沸水淬火,T411则是固溶处理后空冷至室温,硬度在O及T6之间,残余应力低。
表2 铝合金的基础状态
1)容易氧化,焊接时需要隔离空气;
2)热导率和比热容大,需要选用能量集中的焊接方法;
3)热裂纹倾向大,线膨胀系数大,凝固时体积收缩快,容易产生热裂纹;
4)容易产生气孔,主要是氢气孔,包括冶金气孔,工艺气孔;
5)接头软化,受低熔共晶组织影响,HAZ区接头软化、强度下降;
6)铝对光,热的反射高,吸收低;
7)铝合金中合金元素易蒸发、烧损、使焊缝性能下降。
铝合金焊丝选择原则:
1)纯铝焊丝的纯度一般不低于母材 ;
2)铝合金焊丝的化学成分一般与母材的相应或相近 ;
3)铝合金焊丝中的耐蚀元素(镁、锰、硅等) 的含量一般不低于母材的 ;
4)异种铝材焊接时应按耐蚀较高、强度高的母材选择焊丝。
2、汽车轻量化发展铝合金的需求
随着汽车的越来越普及,汽车数量的增长带来了能源消耗和尾气污染等一系列问题越来越严峻。节能、环保、安全是促进车身材料技术进步的主动力,轻量化的措施主要有以下两条:
1)优化汽车车身框架结构;
2)用高强度轻质材料代替传统的钢铁材料。
另外,也有认为可以采用多种材料以实现轻量化,见图1
图1 汽车轻量化新材料开发与应用
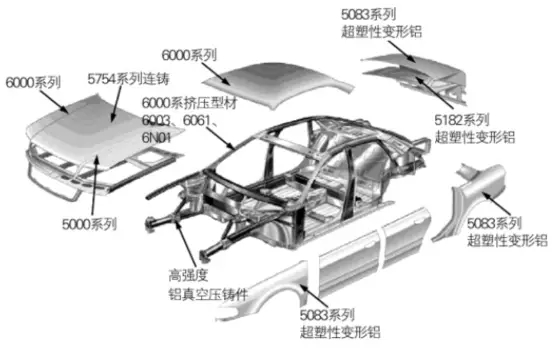
铝合金板材在汽车车身上的应用汽车车身约占汽车总重的30%,而在汽车内外板上用铝合金来代替传统钢板就可使白车身减重约40%~50%,进而使整车减重10%左右。
图2 铝合金在汽车车身结构中的应用
变形铝合金适合压力加工,通过冷变形和热处理可使其强度进一步提高。可制成板材、管材、棒材以及各种形状的型材。变形铝合金主要用于汽车车身结构包括:发动机罩、车顶棚、车门、翼子板、行李箱盖、地板、车身骨架及覆盖件。过去用于轿车车身的铝合金主要有Al-Cu-Mg(2000系)、Al-Mg(5000系)和Al-Mg-Si(6000系)三大系列,见图2;在美国,95%的油罐车采用铝合金制造,见图3,奥迪的铝合金车身结构见图4。图3 美国使用的铝合金油罐车

 图4 奥迪铝合金车身结构
图4 奥迪铝合金车身结构
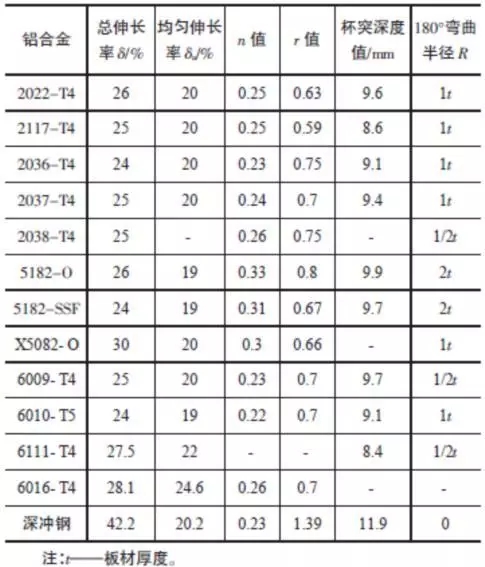
表3 铝合金和冷轧钢板力学性能和冲压成形性能
综合相关数据(见表3),总结出应用于汽车车身板的成品板材的性能要求:图4 奥迪铝合金车身结构表3 铝合金和冷轧钢板力学性能和冲压成形性能
(a)T4(p)状态下
屈服强度:90~140MPa
抗拉强度:220~285MPa
延伸率(总):≥20%
n值:≥0.27(拉伸应变硬化指数)
r值: ≥0.65(0°)(塑性应变比)
≥0.40(45°)
≥0.55(90°)
(b)预变形2%+烘烤后屈服强度:160~260MPa
3、铝合金激光焊相关标准说明
关于激光焊接铝合金的相关研究,已经有相当多的著作和论文说明。包括正确焊接的工艺,相关角度,丝光间距,保护气,填充焊丝,相关工艺参数等以及焊前清理,焊后热处理等,并从小孔成形机理和化学冶金机理、热循环理论解释如何防止气孔,热裂纹,接头软化等问题。本文旨在通过铝合金的激光焊相关标准入手,说明铝合金激光焊相关工艺规程的建立过程。
相关标准如下:
1、ISO 3834-2-2008金属材料熔化焊的质量要求
第2部分:完整质量要求焊接完整质量要求,包括焊接设备、焊接材料、焊缝质量及合格要求、人员资质、工艺评定方法,试验及检验,以及焊后处理等工艺细节完整要求。
2、ISO 14732-1998 焊接人员.金属材料的完全机械化焊接和自动焊接的熔焊工和阻焊工的认可试验
激光焊有关焊工及焊接操作工的要求
3、ISO 14731 焊接管理——任务及职责
激光焊的焊接管理工作任务和职责说明
4、ISO 15614-11 金属材料焊接工艺规程及评定——焊接工艺评定试验——第十一部分:电子束及激光焊接
激光焊的焊接工艺规程及评定要求,用于新工艺的验证。
5、ISO 13919-2-2001+A1-2003 焊接电子束和激光焊接头缺陷的质量分级指南 第2部分
激光焊接头缺陷的质量分级,包括气孔的大小、分布、密集度以及咬边、余高、错边、飞溅等缺陷的具体描述和评定等级。
6、ISO 15609-4-2004金属焊接工艺的规范和验收 焊接工艺规范 第4部分:激光束焊
被验证合格的激光焊接工艺试验,相关规范具体描述。
7、GBT 3880.2-2012 一般工业用铝及铝合金板、带材 第2部分:力学性能
铝合金的分类以及每种铝合金相关力学性能参数,方便查找各状态下的力学性能值。
8、ISO 17637焊缝的无损检验——熔化焊接头外观检验
焊缝的无损检验——熔化焊接头外观检验
9、ISO 17636焊缝的无损检验.熔焊接头的放射检验
熔焊接头的放射检验,可用于检查铝合金焊缝的气孔数量、位置、尺寸、密度等。
10、ISO 17640-2010 焊缝的无损检验 超声波检测
焊缝的超声波检测,可用于检测缺陷的位置、数量、尺寸等。
11、GB/T 3246-2012 变形铝及铝合金制品组织检验方法
铝合金金相制作方法,分为第一部分:显微组织检验方法和第二部分:低倍组织检验方法。讲述腐蚀试剂的制备、试样的取样、打磨、腐蚀、组织检验、晶料测量。
12、ISO 17662-2005 焊接用设备的校正、验证和确认(包括辅助活动)
焊接用设备的校正、辅助设备、夹具、工具精度的确认等。
13、ISO 14532-3-2004 焊接消耗品.试验方法和质量要求.铝合金焊接用焊丝电极、焊
丝和焊棒的合格评定 焊接消耗品,焊材、保护气、气瓶、减压器等设施的合格标准。
14、ISO/TR 17663焊接——与焊接及相关工艺有关的热处理质量要求指南
用于铝合金焊前状态的检查或焊后热处理标准。
15、GB/T 2652-2010焊缝及熔敷金属拉伸试验方法
用于分析铝合金焊缝力学性能,测量铝合金力学性能的取样标准及拉伸试验方法。
16、ISO TR 15608-2005焊接 金属材料分类体系指南
金属材料的分类体系,在欧洲标准中,材料代码说明,铝合金对应于门类2,21为纯铝,22.1为AL-Mn,22.2、22.3、22.4为AL-Mg,23.1为AL-Mg-Si,23.2为AL-Zn-Mg,24.1为AL-Si,24.2为AL-Si-Mn,25为AL-Si-Cu,26为Al-Cu。
17、ISO-2553 焊接、钎焊的图纸标识意义 说明在完成焊接工艺评定中的图纸标识等。
18、GB/T 22639-2008 铝合金加工产品的剥落腐蚀试验方法
通过全浸试验,用直观检测或金相观察的方法评价材料对剥落腐蚀的敏感性。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

