





导语
模具、武器装备、精密机械、电子工业中,常需要去除产品、设备表面的锈迹、氧化物、污染物等。传统的化学药剂或机械方式存在去除不彻底、损害基体材料等缺陷,相比之下,激光清洗是一种绿色、灵活、高效的清除方式,在保证清除效果的同时,对基体材料几乎无损害,能灵活地应对各种形状尺寸,耗电量低。
模具、武器装备、精密机械、电子工业中,常需要去除产品、设备表面的锈迹、氧化物、污染物等。传统的化学药剂或机械方式存在去除不彻底、损害基体材料等缺陷,相比之下,激光清洗是一种绿色、灵活、高效的清除方式,在保证清除效果的同时,对基体材料几乎无损害,能灵活地应对各种形状尺寸,耗电量低。
1. 激光清洗的原理及应用
激光清洗基于激光束与污染层之间发生的光物理反应,其原理主要有两种方式:一是激光被材料表面上的污染层所吸收,一是激光作用下形成等离子体,产生冲击波,冲击波使污染物变成碎片并被去除。
激光清洗不但可以用来清洗有机污染物,也可以用来清洗无机物,包括金属的锈蚀、金属微粒、灰尘等,主要可以用于模具清洗、武器装备清洗、电子工业清洗、精密机械清洗、文物清洗等方面。
激光清洗不但可以用来清洗有机污染物,也可以用来清洗无机物,包括金属的锈蚀、金属微粒、灰尘等,主要可以用于模具清洗、武器装备清洗、电子工业清洗、精密机械清洗、文物清洗等方面。
2. MAXPulse 100W激光清洗案例
采用创鑫激光自主研发生产的MAXPulse 100W脉冲激光器,配合高速振镜系统,可实现材料表面污染物的高速清洗,且不损害基体材料。
产品介绍
创鑫激光Max Pulse100W脉冲光纤激光器,具有脉宽窄、峰值功率高等特点,适合于不锈钢、铜、铝等材料的精密加工,材料热变形小,加工精度高。其结构紧凑,易于系统集成。

采用创鑫激光自主研发生产的MAXPulse 100W脉冲激光器,配合高速振镜系统,可实现材料表面污染物的高速清洗,且不损害基体材料。
产品参数见下表

激光清洗过程
影响激光清洗效果的主要因素有激光功率、脉冲频率、激光扫描路径、扫描填充间距等。
激光功率、脉冲频率的影响
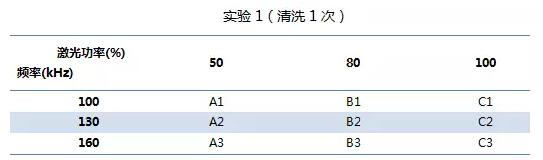
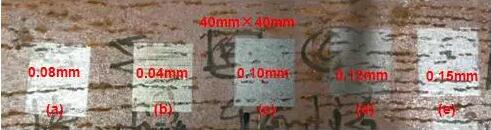
对比不同情况下的清洗效果,研究对激光功率密度有影响的两个主要因素。在能达到最优清洗效果的前提下,优先选择频率较高的功率参数。实验时清洗区域为40mm×40mm的矩形区域,振镜固定,扫描速度为6000mm/s。

图片中清洗区域与上述表格中位置对应
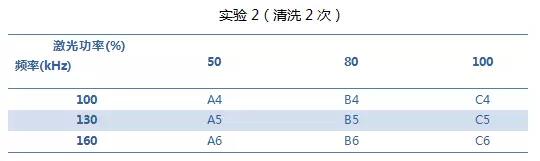

图片中清洗区域与上述表格中位置对应
实验结论:
a) 激光功率不变,随着脉冲频率的增大,清洗区域损伤减轻;
b) 激光频率不变,随着激光功率的增大,清洗区域损伤加重;
c) 实验表明,在上述设定参数下,均能完全去除碳钢表面的锈迹;
d) 清洗两次与一次相比,基体损伤整体呈加重趋势,功率50%时不明显;
e) 从上述实验看出,50%时,清洗效果最好,且二次清洗与一次清洗区别不大,考虑到后续手动移动速度,选择一次清洗的A3工艺。
激光扫描路径的影响
软件预设如下四种激光扫match描路径。
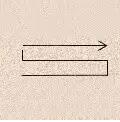

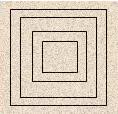
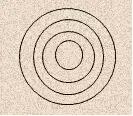
在上述实验的基础上,选择最佳工艺参数,改变光斑路径模式。
清洗效果如下图示:

可以看出扫描模式(a)、(c) 、(d)清洗效果相对较好,(c)效果稍差。
扫描填充间距的影响
保持其他工艺参数不变,改变激光扫描填充间距。
可以看出,随着填充间距的变大,清洗后基体表面颜色越来暗,表面清洗效果越来越差。而间距变小时,基体出现烧损变黄。
激光清洗效果
通过工艺试验,采用工艺参数:预设清洗图形尺寸30mm×0.2mm,手动移动速度为6mm/s~7mm/s,激光功率50%~60%,脉冲频率160kHz,扫描速度6000mm/s,扫描填充间距0.10mm,激光扫描路径如路径图(a)所示。
典型的清洗效果如下图示。
典型的清洗效果如下图示。
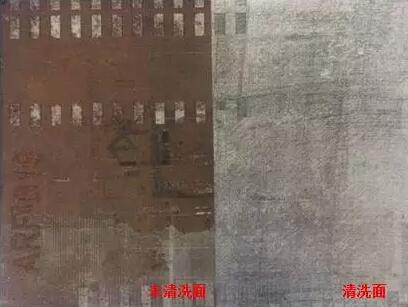
MAXPulse 100W脉冲光纤激光器,具有脉宽窄、峰值功率高等特点,能轻松应对各种形状尺寸工件表面的清洗需求。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

















 关注我们
关注我们

